How to inspect a crane slewing ring for wear?
To check a Crane Slewing Ring for wear, you need to follow a set procedure that includes looking at it visually, measuring its size, and making sure it works. A Crane Slewing Ring is an important part of moving equipment because it allows it to rotate 360 degrees and hold heavy loads in both directions. Regularly checking for wear stops disastrous breakdowns, increases the useful life, and keeps safety standards high. The inspection process includes looking for pits or spalling on the raceway surfaces, comparing the Crane Slewing Ring gaps to the manufacturer's specs, checking the gear teeth for damage, and making sure the seals are still intact. For a proper evaluation, you need tools that are properly calibrated, to follow safety rules when equipment is not in use, and to know how things wear down in different operating settings, like mines, building sites, and ports.

Understanding Crane Slewing Rings and Wear Mechanisms
Structural Composition and Functional Requirements
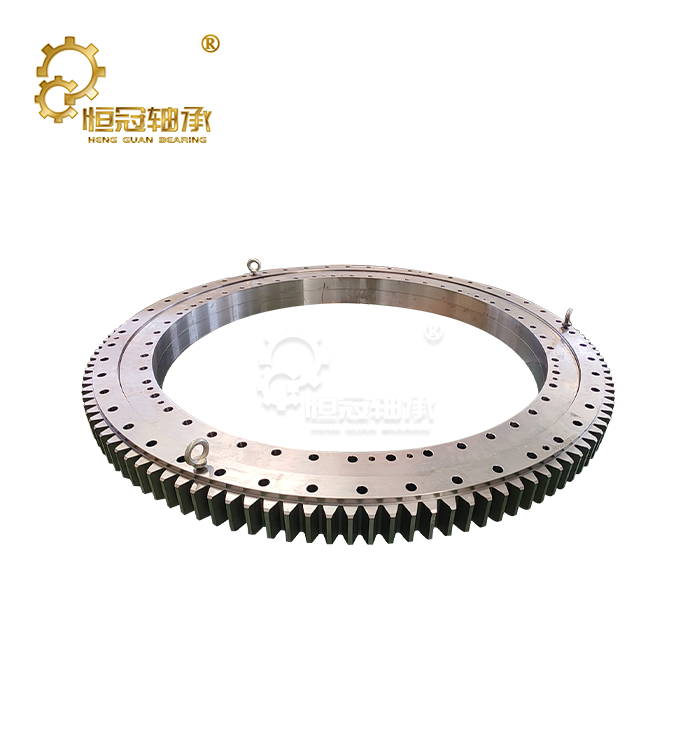
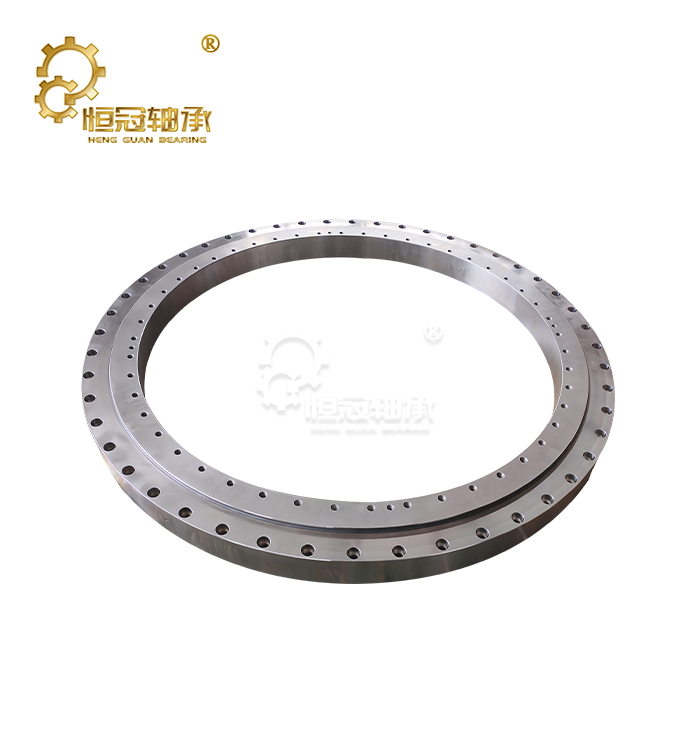
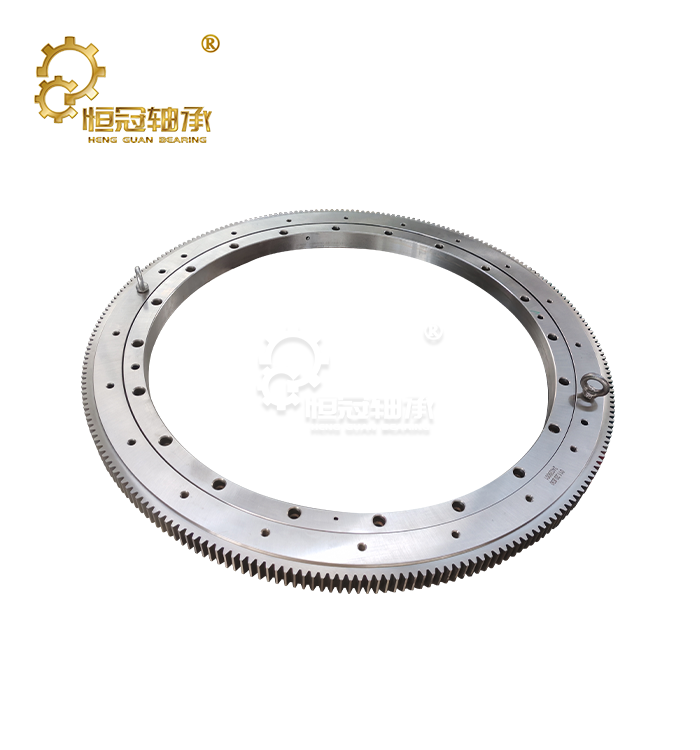
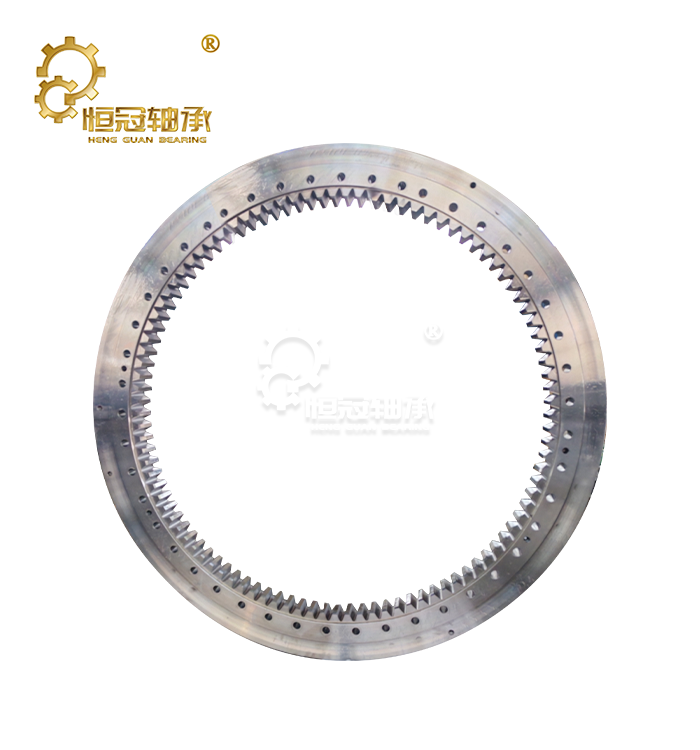
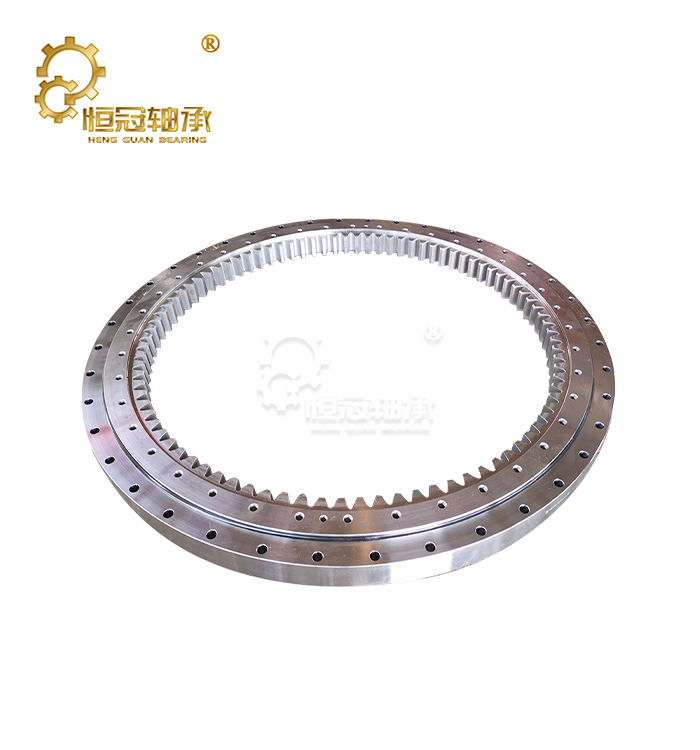
A Crane Slewing Ring system is made up of inner and outer rings with raceways built in, rolling elements (balls or rollers), and retention cages that keep the space between the elements. Unlike regular Crane Slewing Rings, these parts have fixing holes built right into the ring structure, so you don't need any extra tools. The shape of the raceway depends on the design. For example, single-row four-point contact balls can handle combined loads in small areas, while three-row roller layouts can handle high moment loads in mines and offshore settings. Wear resistance is directly affected by the choice of material. Premium makers use alloy steels that have been vacuum-degassed and have a controlled carbon content. These steels can be hardened by induction or through-hardening to a surface hardness of 58 to 62 HRC. The rolling parts are heated in the same way, which makes their hardness profiles match and spreads contact stresses equally. The quality of the surface finish is very important. Raceways that are made to Ra 0.4 microns or better reduce friction and stress china crane slewing ring concentrations that cause fatigue cracks.
Primary Wear Mechanisms in Operational Environments
When systems are well taken care of, mechanical fatigue is the main type of wear that happens. Stress cycles that happen over and over again form tiny cracks below the surface that finally spread to the raceway's top, giving it its signature "pitting" look. Based on the load size and cycle count, this process follows known patterns. This lets engineers guess how long something will last by using ISO 281 math methods that have been changed for oscillating applications. When toxins get through sealing systems, abrasive wear speeds up a lot. Silica dust particles that are harder than Crane Slewing Ring steel are thrown at Crane Slewing Rings during mining. These abrasives get stuck in the raceway surfaces and cause three-body wear, which quickly widens the gaps between the wheels and creates more metal debris. It was only because the seals weren't being maintained properly that Crane Slewing Rings in coal handling plants wore out 300% faster than Crane Slewing Rings in clean settings.
Recognizing Early Warning Signs
Surface darkening can help doctors figure out what's wrong. Straw-colored heat zones show areas that are burning because of poor lubrication or too much loading. Blue-black rust patterns show that the material has been exposed to water for a long time, especially in seaside or high-humidity areas. These visual cues often show up before changes in measured dimensions, giving you a chance to fix things before clearances go beyond what is reasonable. Corrosion shows up in different ways depending on the surroundings. When port cranes are exposed to saltwater, chloride-driven violent corrosion strikes grain boundaries first, leaving behind rough, reddish-brown surface deposits. Acidic groundwater that seeps through foundations in mining areas causes rust that shows up as a dark, powdery residue. Both of these situations weaken the surface and make it easier for cracks to start.
Step-by-Step Guide to Inspecting a Crane Slewing Ring for Wear
Preparation and Safety Protocols
Before the check can start, all power must be turned off to the equipment. Lockout-tagout measures keep machinery from being accidentally turned on during repair work. The crane's upper part needs mechanical support that is separate from the Crane Slewing Ring. Hydraulic jacks or cribbing blocks placed around the load center stop the load from moving quickly if the Crane Slewing Rings don't work as planned. For working with oils and acids, you need to wear hard hats, safety glasses, steel-toed boots, and nitrile gloves. Gather the checking tools in a planned way before you start working. Dial indicators with magnetic bases are needed to measure space, thickness gauges to find out how much wear there is, flashlights with flexible heads to light up inside surfaces, and cleaning tools to get rid of grease buildup. Ultrasonic thickness meters find holes in the ground, magnetic particle inspection kits find cracks that can't be seen with the naked eye, and infrared thermometers map out temperature ranges during rotation tests.
Visual Inspection Techniques
Before a close look, clean the Crane Slewing Ring area very well. Solvent wipes get rid of old grease and other things that cover up the surface. Carefully check both the inner and outer ring raceways by slowly turning the Crane Slewing Ring around to see the whole circle. Pay close attention to the patterns of pitting. Isolated pits mean that there is contamination damage, while an even spread across load zones means that normal fatigue development has occurred. Shallow pitting that covers less than 10% of the raceway area is still fine; larger holes or continuous bands mean that the raceway needs to be replaced right away . If the Crane Slewing Ring has built-in turning, look at the gear teeth with the same level of care. Tooth shapes should have uniform geometry, and the leading ends shouldn't be rounded off too much. Using gear tooth calipers, measure the width of the teeth at the pitch diameter. Decreases of more than 15% from the original measurements show heavy wear. Look for cracks in teeth that come from root fillings. These are high-stress areas where twisting loads build up and cause fatigue failures. Any cracks that can be seen need to be replaced right away, no matter what the other states of the Crane Slewing Ring are.
Dimensional Measurements and Clearance Assessment
The most accurate way to tell if something is worn is to measure the Crane Slewing Ring space. Put up dial markers to check how much the rings move apart while small load reversals are being applied. Check the results against what the maker says. Depending on the size and shape of the Crane Slewing Ring, the normal range for internal clearances is between 0.10mm and 0.50mm. When the clearance goes up by 50% over the original values, it means that the raceway is wearing out a lot. However, the accepted limits depend on the application. When it comes to limits, tower cranes are stricter than rough-terrain mobile units that work on rough ground. The same steps are needed to measure radial space. Position markers to find rings that are separated from the fastening surface at right angles. Because of how the loads are distributed, gantry crane Crane Slewing Rings usually need smaller radial gaps than tower crane Crane Slewing Rings. Take measures in several places around the Crane Slewing Ring's diameter. Differences greater than 0.05 mm show uneven wear patterns that could be caused by misalignment or uneven loading. These results help determine what needs to be fixed during reinstallation or change the specs for a new Crane Slewing Ring.
Advanced Diagnostic Methods
Magnetic particle testing finds flaws on the surface china crane slewing ring and close to the surface that can't be seen with the naked eye. Put ferromagnetic particles in a carrier fluid on the clean sides of the raceways, and then use portable yokes to create magnetic fields. Cracks focus magnetic flux, drawing in particles that show the shape of the flaw. This non-destructive testing method finds fatigue cracks before they get really bad. It's especially useful for high-value installations where the failure effects are high enough to support the cost of testing. By looking at changes in the frequency profile during slow spinning, vibration analysis can find problems with Crane Slewing Rings. As the crane turns more than one time, accelerometers placed near the Crane Slewing Ring cage record data on the vibrations. Analysis software breaks down signals into frequency parts that match different Crane Slewing Ring shapes. Defects in the inner ring, the outer ring, the rolling elements, and the cage all produce their own unique frequency patterns. Trending this data over a number of check times is a more accurate way to estimate how much service life is left than taking measurements at a single point.
Common Issues Found During Slewing Ring Inspections and Their Root Causes
Seal Failure and Contamination Ingress
The most common way we see increased wear happen during field checks is when seals break down. Modern Crane Slewing Rings use multi-lip rubber seals that are pressed between the Crane Slewing Ring rings to keep oil in and debris out. These seals break down when they are exposed to ozone, UV light, changing temperatures, and chemicals from oils that are incompatible. Seal lips lose their elasticity when they can't keep the pressure against the sealing surfaces. This lets dust and moisture in. The effects spread out quickly. When grease and abrasive particles are mixed together, they make lapping compounds that wear away the sides of raceways. When water gets into grease, it emulsifies, which destroys its ability to carry weight and helps rust form. Crane Slewing Ring temperatures rise because of more friction, which breaks down any leftover oil even more. Mining crane Crane Slewing Ring operations have to deal with especially harsh conditions. Fine coal dust or mineral particles can get through broken seals within hours of contact, and the wear can be seen in weeks instead of months.
Insufficient Lubrication and Lubricant Breakdown
There are several reasons why lubrication fails. When you don't grease something enough, the oil can run out through mechanical wear and tear and reactive breakdown. Extreme pressure additives that keep metals from touching wear out over time, leaving base oils not good enough for border lubrication conditions. Extreme temperatures speed up this process. High temperatures quickly oxidize lubricant, and cold places make grease too stiff to move, which stops it from getting to critical contact zones. The damage from contaminated lubricant is the same. When you mix different kinds of grease, the soap thickener won't work with them, which will cause them to separate and harden. When water gets in through broken seals, it dilutes the oil and speeds up rust. If metallic wear debris from the initial break-in period or damage that builds up over time is not cleared out during regreasing, it works as an abrasive. We've seen friction factors triple normal levels in Crane Slewing Rings where the lubricant has broken down, which drastically cuts the working lifetime.
Misalignment and Mistakes during installation
The Crane Slewing Ring load distribution is greatly affected by how flat and straight the mounting surface is. When surfaces are more than 0.5 mm from the required flatness, loads are concentrated on small parts of the raceway, causing localized stress that is higher than the material can handle. These areas of high stress cause fatigue cracks to form below the surface, which quickly spread and become noticeable pitting within a fraction of the normal Crane Slewing Ring life. There are specific torque limits for bolts for a reason: fasteners that are too loose can cause Crane Slewing Ring rings to bend and fretting rust at the mounting surfaces, while fasteners that are too tight can deform rings and change internal clearances. When the parts of a crane aren't lined up correctly at an angle, they transfer side forces that the Crane Slewing Ring wasn't made to handle. This is a big problem for tower crane setups when tower parts aren't perfectly vertical. The moment loads that happen as a result make the raceways touch unevenly, wearing tracks in certain places faster than others. Fixing alignment problems usually needs specialized measuring tools and careful shimming—investments that pay off by extending the time between Crane Slewing Ring services.

Best Practices and Maintenance Tips to Prolong Slewing Ring Lifespan
Establishing Inspection Schedules Based on How Busy Operations Are
The regularity of inspections must match the seriousness of the application. Light-duty uses, like building cranes that are only used sometimes and work in controlled environments, should have yearly checkups that include an eye check and basic measures of clearance. Heavy-duty mining cranes that work in rough, dirty settings need full checks every three months, which include checking the dimensions and taking samples of the lubricant. Extreme-duty uses, like port cranes that work around the clock and move shipping containers, need to be checked every month with vibration analysis trends. Baseline plans are greatly affected by environmental factors. Coastal sites that get salt spray need to have their seals checked every 500 hours of operation, no matter how many load cycles they go through. Because oxidation happens faster at temperatures above 60°C, oil research needs to be done every half-normal intervals. These changes seem like a lot until you think about how much it would cost to replace the Crane Slewing Ring. The parts for a normal large crane, Crane Slewing Ring, alone cost $15,000 to $75,000, not counting the work and downtime needed for installation.
How to Do Proper Lubrication
Choosing the right lubricant formulations fits the qualities of the grease to the needs of the work. Most general building jobs can be done with NLGI Grade 2 lithium complex greases that have high-pressure additives. Lithium complex or polyurea-based greases that are better at resisting water and staying stable mechanically are useful in mining. Extreme temperatures need manmade base oils. Polyalphaolefins keep their viscosity over a wide range of temperatures, which is something that mineral oils can't do. Techniques for reducing stress are just as important as the product you choose. Pump new grease into the Crane Slewing Ring until purge shows up at all the seal points. This shows that the old grease has been displaced. Keep going until the color changes to show that the Crane Slewing Ring has been fully turned over. This usually takes 1.5 to 2 times the Crane Slewing Ring's estimated grease capacity. While greasing, turn the Crane Slewing Ring a few times to make sure that the lube covers all of the contact areas evenly. When possible, schedule regreasing for before weekend shutdowns. This will let grease flow into Crane Slewing Ring gaps without any practical load resistance.
Creating Detailed Documentation for Maintenance
Keep full records of your inspections, including measurements of clearance, visual finds, the types and amounts of lubricant used, and any steps taken to fix the problem. By looking at trends in this data, you can see patterns of slow decline that happen before they get too bad. Clearance increases of 0.01 mm per thousand working hours are a sign of regular wear, while accelerations are a sign of problems that need to be looked into. Take pictures of the Crane Slewing Rings during each check. Comparing pictures from different times shows changes that are hard to see in written accounts. When making choices about buying, documentation is very helpful. Historical repair records show how long the service actually lasted under certain situations, which can support or disprove the manufacturer's estimates. This information is used to make replacement Crane Slewing Ring specs. If the original equipment only lasted 60% of its expected life, then it makes financial sense to change to higher-capacity designs or higher-quality materials. Records also back up Crane Slewing Ring insurance claims when things break down before they should, showing that the right repair procedures were followed.
Conclusion
Systematic Crane Slewing Ring checking uses expert know-how, the right tools, and strict rules for keeping records. From eye surface assessment to advanced diagnostic testing, the methods described here give us the framework we need to correctly judge the state of a Crane Slewing Ring and accurately predict how much service life it will have left. Knowing the most common types of failures and what causes them lets you do tailored maintenance that increases the life of an operation while keeping safety gaps. This review information is very helpful for making choices about purchases. The best way to balance cost and performance is to specify Crane Slewing Rings that are matched to the specific needs of the application instead of general suggestions. When you build relationships with suppliers that include professional support, installation help, and failure analysis services, they become strategic partners who care about the success of your business. Setting up regular inspections stops surprise failures that lead to costly downtime and safety issues. This makes maintenance investments worthwhile because the equipment is more available and costs less over its lifetime.
|
|


FAQ
1. How often should the slewing bearings on a crane be inspected in detail?
How often you inspect relies on how busy your business is and how exposed you are to the surroundings. When general building equipment is kept clean, it usually needs a full check once a year. Heavy-duty mine or port work in dirty areas needs to be inspected every three months, with readings of clearance and a study of the lubricant. In between planned checkups, workers should look over the machine once a month for obvious damage, strange noises, or lubricant leaks. Vibration tracking systems keep an eye on the state of important installations all the time. If the Crane Slewing Ring breaks down without warning, it could be very dangerous or cost a lot of money.
2. What clearance measures show that the slewing ring needs to be replaced?
For each type of Crane Slewing Ring, manufacturers list the allowed amounts of clearance. If the price goes up by more than 50% from the original specs, it's usually time to think about replacing it, but this depends on practical needs. Tighter tolerances are needed for precision uses like medical equipment or aircraft tools than for rough-terrain mobile equipment. Other things that happen at the same time are also important. For example, increasing clearances quickly, obvious damage to the raceway, or strange vibration patterns all point to the need for replacement, even if the clearances are still legally fine. The most accurate replacement suggestions come from talking to Crane Slewing Ring providers with specific measurement data and practical context.
Partner with Heng Guan for Superior Crane Slewing Ring Solutions
Choosing the right Crane Slewing Ring provider has a direct effect on how reliable your equipment is and how much it costs to run over multiple years. Heng Guan Bearing Technology makes engineering Crane Slewing Rings with diameters ranging from 20 mm to 10,000 mm. These Crane Slewing Rings are used in everything from small automation systems to huge mining machines. Our Luoyang plant uses modern CNC machining centers and precise measurement labs that are set up to meet international standards. It is part of China's best Crane Slewing Ring production area. We make Crane Slewing Rings with accuracy levels P0, P6, P5, and P4 in a variety of structure forms, such as single-row four-point contact, cross-roller, and three-row roller.
Our competitive edge comes from being able to customize technology. It is the job of engineering teams to work directly with OEM partners and end users to find the best Crane Slewing Ring geometry for each load, location, and interaction need. This personalized method leads to measurable performance gains, such as longer service intervals, less maintenance, and higher operating safety. Email our application engineers at mia@hgb-bearing.com to talk about what you need. As a well-known company that makes Crane Slewing Rings for customers in Europe, the Americas, and Asia, we offer full support from the initial specification stage through installation guidance and ongoing technical consultation. This way, we can make sure that your investment gives you the most value for the whole time it's working.
References
1. American Gear Manufacturers Association. (2018). AGMA 6123-B06: Design Manual for Enclosed Epicyclic Gear Drives. Alexandria: AGMA Publications.
2. Harris, T.A. & Kotzalas, M.N. (2006). Advanced Concepts of Bearing Technology: Rolling Bearing Analysis, Fifth Edition. Boca Raton: CRC Press.
3. International Organization for Standardization. (2007). ISO 281:2007 Rolling Bearings — Dynamic Load Ratings and Rating Life. Geneva: ISO Standards.
4. Machinery Lubrication Magazine. (2019). "Best Practices for Slewing Bearing Maintenance in Heavy Equipment." Machinery Lubrication, 19(4), 22-29.
5. SKF Group. (2020). Slewing Bearings: Design, Mounting, and Maintenance Guide. Gothenburg: SKF Technical Publications.
6. Wensing, J.A. (2014). On the Dynamics of Ball Bearings. Doctoral Dissertation, University of Twente, Netherlands.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us