


_1767530626755.webp)
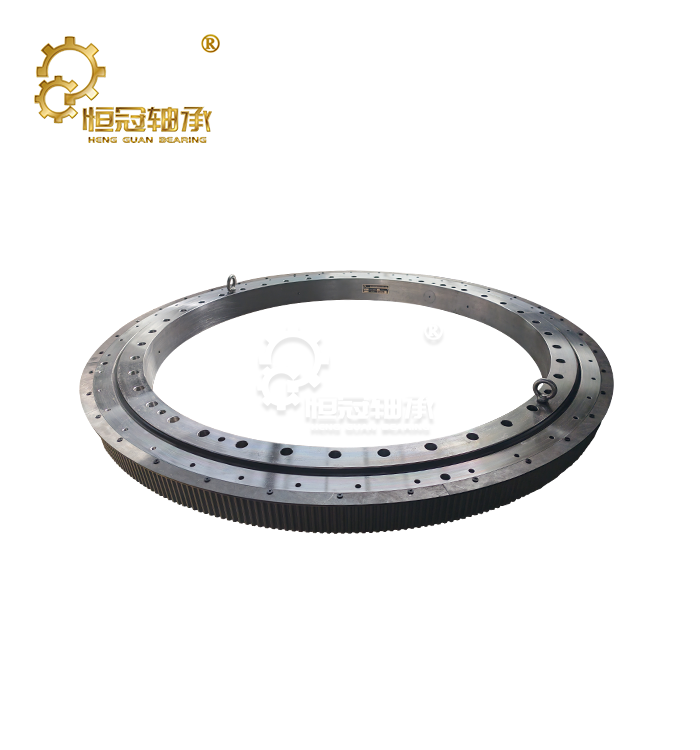
Crane Slew Ring
2. Product Structure: We offer a full range of crane-specific structures: single-row four-point contact ball type, double-row different-diameter ball type, and triple-row roller type.
3. Size Range: Inner Diameter: 500mm-8000mm, Outer Diameter: 700mm-10000mm, Height: 100mm-500mm. Customization is available for oversized sizes.
4. Materials: Base material: 42CrMo, 50Mn special alloy steel
Rolling elements: GCr15SiMn high-purity bearing steel
Cage: Brass, steel, or engineering plastic
Seal material: Imported nitrile rubber or fluororubber
5. Applications:
Mobile cranes, tower cranes, port cranes, gantry cranes, special cranes, and construction cranes
- Product Description
Crane Slew Ring – Heavy-Duty Rotational Bearing for Lifting Equipment
Luoyang Heng Guan Bearing Technology offers crane slew ring solutions engineered for demanding lifting operations. Our Slewing Bearings enable smooth 360-degree rotation while withstanding combined axial, radial, and moment loads simultaneously. Designed with inner diameters ranging from 500mm to 8,000mm and outer diameters up to 10,000mm, each product serves as the critical interface between your crane's stationary base and rotating superstructure. We manufacture single-row four-point contact, double-row ball, and triple-row roller configurations using 42CrMo and 50Mn alloy steel bases with GCr15SiMn rolling elements. With precision grades covering P0, P6, P5, and P4 standards, our slewing bearings deliver reliable performance across mobile cranes, tower cranes, and port handling equipment.
|
|
|



Crane Slew Ring Details
Your lifting equipment faces constant challenges: eccentric loading causes structural instability, heavy tonnage induces frictional resistance, and compact integration of gearing and bearing units is essential. Our product addresses these pain points through precision-engineered raceway geometry that evenly distributes stress across high-purity rolling elements.
We manufacture three structural types to match your load profile:
· Single-row four-point contact ball bearing: Ideal for moderate loads with limited installation height· Double-row different-diameter ball bearing: Balances axial and radial load capacities· Triple-row roller bearing: Withstands extreme tilting moments in heavy-duty applications
Each unit undergoes CNC vertical lathe machining for high raceway precision, followed by controlled heat treatment on CNC quenching equipment. This process delivers a surface hardness of HRC 55–62 while preserving core toughness to resist impact loads during sudden load changes.
Why Choose Us
Heng Guan Bearing operates from Luoyang, China's bearing industry hub, where our 50-member technical team applies over 20 years of collective slewing bearing experience. Unlike general bearing suppliers, we focus exclusively on rotational bearings for industrial machinery.
Your Practical Benefits:
· Size flexibility: We machine diameters from 500mm to 10,000mm on our CNC vertical lathes, with custom oversized options available
· Engineering support: Our team provides load calculation assistance, mounting design review, and old product reverse engineering (when 3D drawings aren't available)
· Production transparency: ISO 9001-certified processes ensure full traceability from raw material inspection to final assembly
· Global compatibility: Products ship to 50+ countries including Germany, United States, Australia, and Middle East markets with DIN/ISO standard compliance
We maintain in-house capabilities for related components—large ring gears, Shafts, and couplings—enabling integrated crane assembly solutions.




Technical Specifications
Parameter | Specification |
Inner Diameter Range | 500mm – 8000mm (custom oversized available) |
Outer Diameter Range | 700mm – 10,000mm |
Height Range | 100mm – 500mm |
Bearing Precision Grades | P0, P6, P5, P4 (ISO standard) |
Base Material | 42CrMo, 50Mn alloy steel |
Rolling Element Material | GCr15SiMn high-purity bearing steel |
Cage Options | Brass / Steel / Engineering plastic |
Seal Material | Nitrile rubber (NBR) / Fluoroelastomer (FKM) |
Raceway Hardness | HRC 55-62 |
Gear Options | Internal / External / Non-geared |
Load Types Supported | Axial, Radial, Tilting moment (combined) |
Operating Temperature | -40°C to +80°C (standard seals) |
Mounting Interface | Through-bolt holes (custom bolt circle diameter) |
Features and Benefits
Integrated Load Management
The four-point contact raceway geometry distributes forces at optimized angles. It eliminates the need for separate thrust and radial bearing assemblies, reducing the crane’s rotating platform height by 30–40% compared to traditional designs.
Sealed Contamination Protection
Imported nitrile rubber lip seals with labyrinth channels block ingress of construction dust and moisture. This prevents abrasive particle contamination that leads to raceway spalling — the primary failure mode for lifting equipment operating outdoors.
Precision Rotation Control
CNC gear shaping ensures tooth profile accuracy within ISO 1328-1 Grade 6 tolerance. It delivers positioning repeatability within ±0.2° for accurate load placement during high-rise construction operations.
Extended Service Life
Advanced heat treatment forms a rational hardness gradient: a hard, wear-resistant surface (HRC 58–62) paired with a tough impact-resistant core (HRC 30–35). This structure withstands long-term cyclic loading and avoids brittle fracture under shock loads caused by sudden wind gusts or emergency stops.
Simplified Maintenance Access
Grease nipple layout is designed for convenient daily maintenance. With NLGI Grade 2 lithium complex grease, standard lubrication intervals reach 200–300 operating hours under typical construction site conditions.
Applications
Our crane slew ring performs in these equipment categories:
· Mobile Cranes: Truck-mounted and rough-terrain cranes requiring compact mounting envelopes
· Tower Cranes: High-rise construction equipment demanding maximum tilting moment capacity
· Port Cranes: Ship-to-shore and container handling cranes operating in corrosive coastal environments (specify FKM seals)
· Gantry Cranes: Rail-mounted systems benefiting from precision gear mesh for controlled rotation
· Specialty Cranes: Offshore pedestal cranes, floating cranes, and nuclear facility handling equipment
Each application receives material and seal specification recommendations based on your duty cycle, ambient conditions, and maintenance access limitations.
Installation Guide
Pre-Installation Verification
1. Confirm mounting surface flatness within 0.5mm across full bolt circle diameter
2. Verify bolt hole position tolerance (±0.5mm maximum deviation)
3. Check that mating structures provide adequate stiffness—deflection under load should not exceed 0.001 x diameter
Mounting Procedure
4. Clean mounting surfaces and apply anti-corrosion compound to bolt threads
5. Position bearing with gear orientation matching your drive pinion location
6. Install bolts with spring washers, tightening in star pattern to 70% final torque
7. Complete second pass at 100% torque specification (calculated based on bolt grade and diameter)
8. Inject grease through nipples until fresh lubricant appears at seal gaps
Initial Run-In
Operate at 25% rated load for 10 rotation cycles. Re-check bolt torque after first 8 hours of operation.




Exhibition
We attend many famous international exhibitions such as Shanghai International Maritime Exhibition,Mining World Russia, bauma China, CTT Russia, etc



Partners
Your trust, we cherish in heart all times and will reciprocate that trust with unwavering quality.



Testing & Certification
Every slewing bearing completes these verification steps before shipment:
· Dimensional inspection: CMM (Coordinate Measuring Machine) verification of raceway geometry, bolt hole positioning, and gear tooth profiles
· Hardness testing: Portable hardness tester checks at raceway surface and 3mm depth
· Rotational torque measurement: Verification of starting and running torque against calculated values
· Vibration analysis: Detection of raceway defects or rolling element inconsistencies
Our facility holds ISO 9001:2015 certification for quality management systems. Products comply with RoHS directives for material composition. We provide material certificates and dimensional reports with each order.

Packaging & shipping
Your goods are unique, and their journey should be flawless. Therefore, we offer professional and customized packaging services. Our experienced team will evaluate your goods' characteristics, transportation route, and environmental requirements to recommend the most secure solution, such as: wooden crate packaging, sturdy frame packaging, or composite reinforced packaging (wooden crate + iron frame).

Maintenance and Care
Lubrication Schedule
Inject NLGI Grade 2 lithium complex grease every 200 operating hours. In dusty environments or coastal locations, reduce interval to 100 hours. Use grease compatible with -30°C to +120°C temperature range.
Inspection Points
· Monthly: Check for abnormal noise during rotation, inspect seal condition for cracks or displacement
· Quarterly: Verify bolt torque at 10% sample points, examine gear teeth for pitting or wear patterns
· Annually: Measure rotational resistance (should remain within ±15% of baseline value), inspect raceway through inspection ports if accessible
Seal Replacement
Replace seals when you observe grease leakage or contamination in expelled lubricant. Standard nitrile seals typically last 3-5 years in construction applications.
FAQ
Q: How do I select between single-row and triple-row configurations?
A: Calculate your tilting moment requirement. Single-row bearings suit applications where tilting moment < 1.5x axial load × radius. Triple-row designs handle tilting moment up to 3x that ratio, common in cranes with long boom extensions.
Q: Can you retrofit bearings for existing crane models?
A: Yes. Provide your current bearing's outer diameter, bolt hole count, and gear specifications. Our team will reverse-engineer a compatible replacement or suggest mounting adapter solutions.
Q: What causes premature bearing failure in crane applications?
A: Three primary factors: (1) inadequate lubrication allowing metal-to-metal contact, (2) mounting surface deflection creating uneven load distribution, (3) contamination from damaged seals. Address these through proper maintenance intervals and structural stiffness verification.
Q: Do you provide load calculation services?
A: Our engineering team assists with basic load analysis using your crane's boom length, lift capacity, and working radius. For complex dynamic analysis, we recommend collaboration with your structural engineer.
Q: What lead time should I expect for custom sizes?
A: Standard catalog sizes (500-3000mm diameter) ship within 4-6 weeks. Custom configurations require 8-12 weeks depending on complexity and current production schedule.
Contact Us
Ready to specify your crane slew ring? Our engineering team provides technical consultation and custom solutions tailored to your lifting equipment requirements.
Email: mia@hgb-bearing.com

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us
YOU MAY LIKE
 VIEW MOREBall Bearing Slewing Rings
VIEW MOREBall Bearing Slewing Rings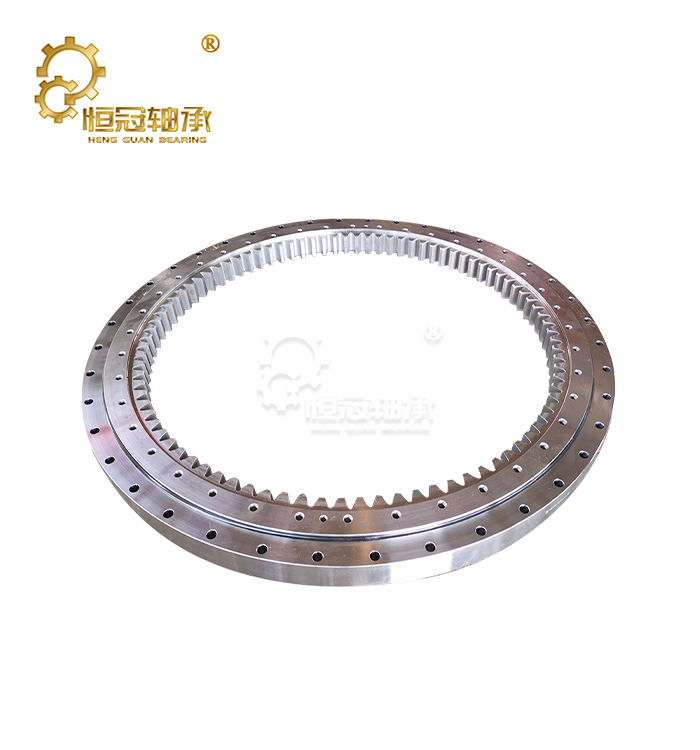 VIEW MORESlewing Ring Gear
VIEW MORESlewing Ring Gear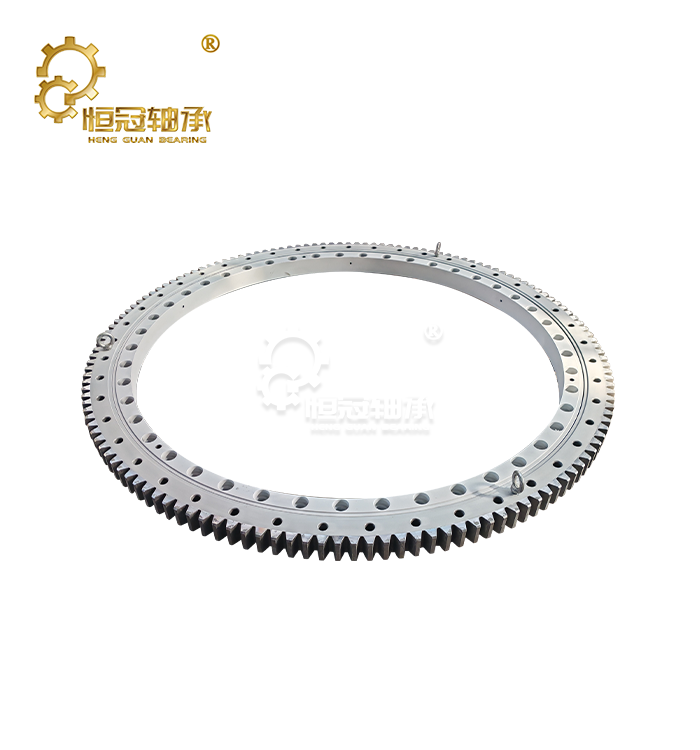 VIEW MORESingle Row Ball Slewing Bearing
VIEW MORESingle Row Ball Slewing Bearing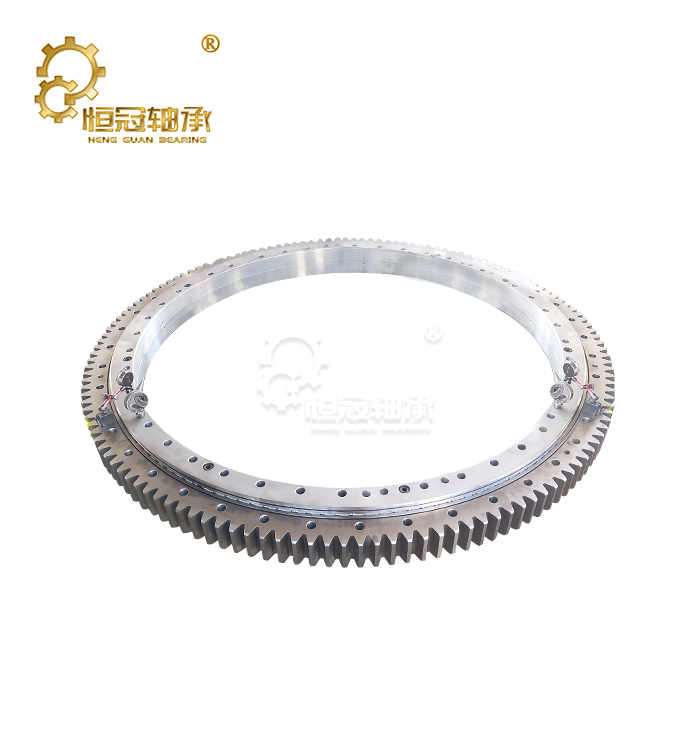 VIEW MOREPackaging Machine Slewing Bearing
VIEW MOREPackaging Machine Slewing Bearing VIEW MORECrossed Roller Bearing
VIEW MORECrossed Roller Bearing_1769754972666.webp) VIEW MOREWelding Positioners Slewing Bearing
VIEW MOREWelding Positioners Slewing Bearing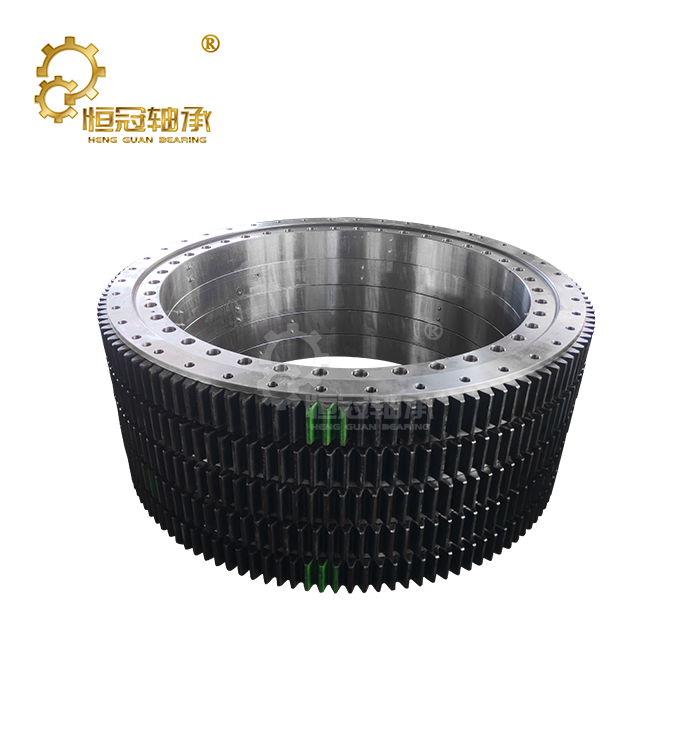 VIEW MOREUncoiling Machine Slewing Ring
VIEW MOREUncoiling Machine Slewing Ring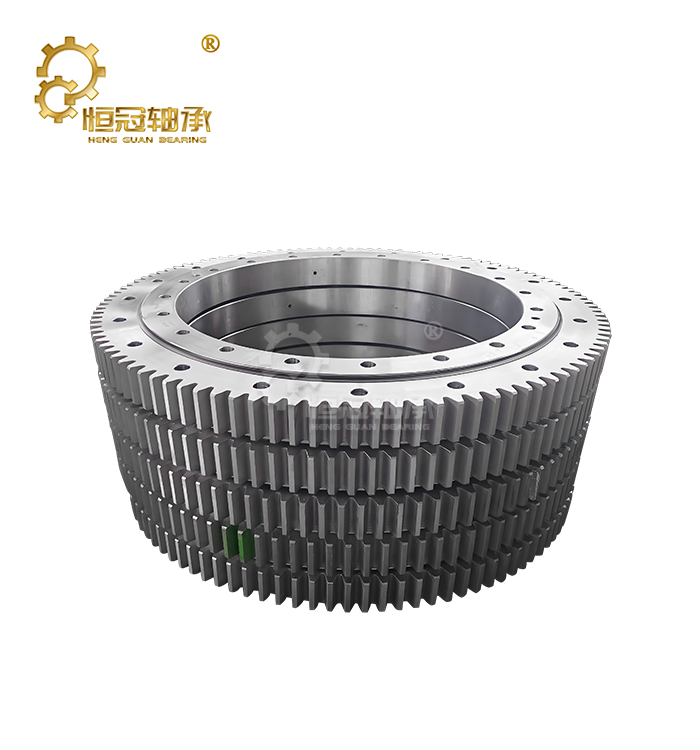 VIEW MOREPipeline Equipment Slewing Bearing
VIEW MOREPipeline Equipment Slewing Bearing