What Materials Make Excavator Slewing Bearings Most Durable?
Are your excavator slewing bearings wearing out too quickly, causing unplanned downtime and costly maintenance? Do frequent bearing failures compromise your operations, slow your projects, or increase repair costs? The durability of a slewing bearing depends on the materials used in its rings, rolling elements, and seals, as well as proper heat treatment and protective coatings. Choosing the right material, supplier, and process ensures your bearings withstand heavy axial, radial, and overturning loads while delivering smooth, reliable rotation over thousands of cycles. At Luoyang Hengguan Bearing Technology, we combine decades of experience, precision engineering, and global certification to deliver long-lasting, high-performance slewing solutions for all excavator types.
Which Steel Grades Ensure Long-Lasting Slewing Bearings?
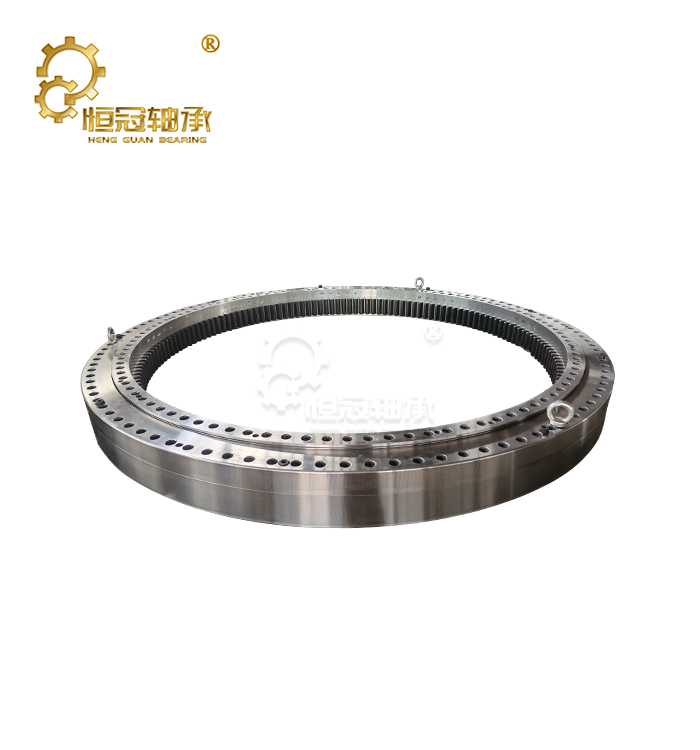
The foundation of bearing durability begins with high-quality steel. Ring materials like 42CrMo offer a tough core with fatigue-resistant surfaces, ideal for medium to large excavators, while 50Mn provides a harder surface for ultra-large rings under continuous heavy rolling loads. Rolling elements use GCr15SiMn high-purity steel, ensuring minimal impurities and consistent HRC 60–65 hardness for maximum fatigue resistance. Selecting the correct steel grade for your application prevents premature wear and ensures that bearings can endure extreme backhoe operations.
Component | Steel Grade | Key Properties | Applications |
Ring Body | 42CrMo | Tough core, fatigue-resistant surface, 1000–1100 MPa tensile strength | Medium-to-large excavator rings |
Ring Body | 50Mn | High surface hardness, wear-resistant, and cost-effective | Ultra-large rings with heavy rolling loads |
Rolling Elements | GCr15SiMn | High purity, HRC 60–65, fatigue-resistant | Balls or rollers in all slewing bearing types |
For customized recommendations based on your machine model, Contact Us today. Our engineering team will suggest the optimal steel grade for your duty severity.
Heat Treatment and Hardening Techniques for Durability
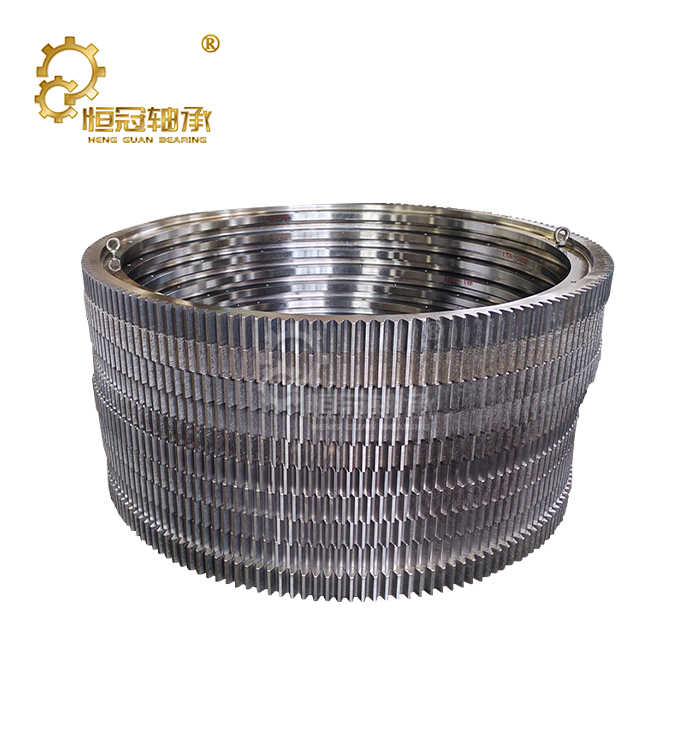
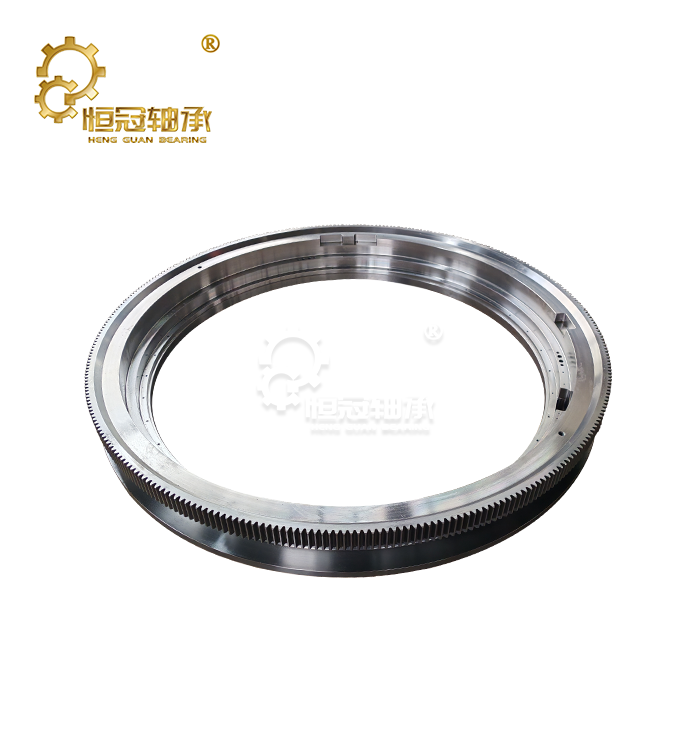
Proper heat treatment transforms steel into a bearing capable of handling extreme stress. Induction hardening precisely strengthens raceways to HRC 55–60 with a 2.5–5 mm case depth, balancing hardness with core toughness to resist fatigue under rolling loads. Gear teeth are heat-treated to HRC 45–50, ensuring wear resistance without sacrificing flexibility during bending stresses. GCr15SiMn rolling elements undergo through-hardening with tempering at 150–170°C to eliminate soft cores and improve dimensional stability.
Component | Treatment Method | Target Hardness | Case Depth | Primary Purpose |
Bearing ring raceway | Induction hardening | HRC 55–60 | 2.5–5 mm | Fatigue resistance under rolling contact |
Integrated gear teeth | Induction/flame hardening | HRC 45–50 | 1.5–3 mm | Wear resistance + bending toughness |
GCr15SiMn rolling elements | Through-hardening + temper | HRC 60–65 | Full section | Contact fatigue life, dimensional stability |
At Luoyang Hengguan Bearing Technology, every bearing undergoes controlled induction and tempering processes, verified through batch traceability. For guidance on the best heat treatment for your excavator slewing bearings model, our technical team will provide application-specific recommendations to maximize bearing lifespan. Contact us at mia@hgb-bearing.com for expert support.

How Material Selection Affects Bearing Performance and Lifespan
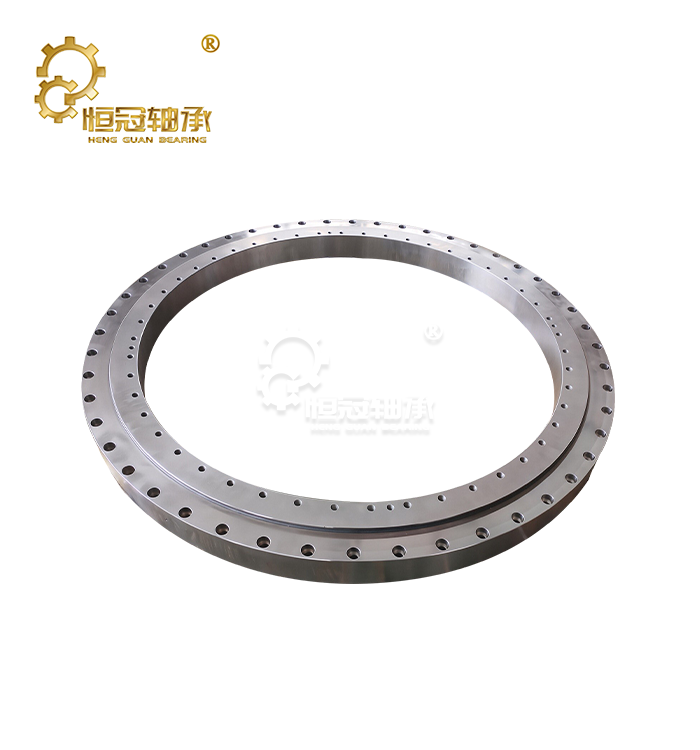
Durability is not just about steel—it’s the combination of raceway geometry, cage materials, and component compatibility. The Gothic arch raceway creates four contact points per ball, distributing loads and reducing stress. Cage materials—brass, steel, or engineered plastics—impact lubricant retention, operating temperature, and friction levels. Brass is ideal for marine and high-vibration conditions, while engineered plastics improve grease distribution in low-speed slewing. Selecting materials verified for oxygen content and purity ensures dynamic load ratings match real-world performance, preventing premature fatigue.
Choosing bearings from Luoyang Hengguan Bearing Technology guarantees verified materials, precision-machined raceways, and optimized cage design for your application. Contact our sales team to discuss your operating conditions and receive a customized material recommendation.
Corrosion-Resistant Coatings and Protective Materials
Environmental factors significantly affect bearing lifespan. Seals made from imported NBR or FKM (fluororubber) prevent dust, mud, moisture, and grease leakage. NBR is ideal for standard construction climates, while FKM performs in high-temperature, chemical, or saline environments. External surfaces can be treated with zinc phosphate coatings, electrodeposited zinc plating, or two-component epoxy primers for marine or coastal applications. Lubricant selection, such as lithium-complex greases, complements seal performance to prevent wear during initial and sustained operation.
For bearings designed for harsh environments, contact us for guidance on the ideal seal material and protective coatings for your excavator model. Our engineering team ensures every solution is optimized for your duty cycle and working conditions.

Tips for Choosing High-Quality Materials for Slewing Bearings
1. Request Batch-Indexed Material Certificates – Verify 42CrMo, 50Mn, and GCr15SiMn steel grades with lab-certified oxygen content and heat number traceability. Avoid suppliers who cannot substantiate claims.
2. Assess Supplier Manufacturing Depth – Full in-house forging, machining, induction hardening, and assembly ensure process control and consistent quality. Suppliers relying on sub-suppliers may deliver variable results.
3. Match Material to Duty Severity – Light-duty excavators may perform well with standard NBR seals and 42CrMo rings, while heavy-duty mining or marine applications require FKM seals, maximum case depth, and vacuum-grade GCr15SiMn rolling elements.
Application Severity | Recommended Ring Steel | Seal Material | Rolling Element Grade |
Light duty (1–6 t, clean, temperate) | 42CrMo standard | NBR | GCr15 standard |
General construction (6–30 t) | 42CrMo verified | NBR premium | GCr15SiMn |
Heavy excavation (30–90 t) | 50Mn / 42CrMo | FKM | GCr15SiMn vacuum-grade |
Mining/marine (90+ t, corrosive) | 50Mn max spec | FKM premium | GCr15SiMn <10 ppm O2 |
Partner with Luoyang Hengguan Bearing Technology for verified material certificates and in-house process control. Our team will help you choose materials specifically matched to your operational needs.
Conclusion
Durable excavator slewing bearings start with the right material choices and precise heat treatment. 42CrMo and 50Mn ring steels, GCr15SiMn vacuum-grade rolling elements, induction-hardened raceways, and properly specified seals collectively determine whether your bearing achieves its rated service life. Sourcing from a supplier with batch-traceable documentation, vertical integration, and engineering support—like Luoyang Hengguan Bearing Technology—ensures your excavator operates safely, efficiently, and reliably under the toughest conditions. Contact us today to get application-specific material recommendations and protect your investment from premature bearing failure.
|
|


FAQ
Why is 42CrMo preferred over plain carbon steel for excavator slewing bearing rings?
The chromium and molybdenum alloying additions in 42CrMo improve hardenability — the ability to achieve a hard martensitic microstructure deep into the ring cross-section during quenching. Plain carbon steels harden only at the surface in large-diameter rings, leaving a soft core that cannot adequately support the combined axial and moment loads typical of excavator slewing operation.
What does induction hardening case depth actually affect in bearing durability?
Case depth determines whether the peak Hertzian subsurface stress — which occurs 0.5–1.5 mm below the raceway contact — falls within the hardened zone. Insufficient depth places this stress peak in softer core material, triggering subsurface fatigue cracks that propagate to spalling. A minimum case depth of 2.5 mm ensures that the hardened layer encompasses the full subsurface stress field under the maximum rated load.
When should FKM seals be specified instead of standard NBR seals?
FKM (fluororubber) seals are warranted when operating temperatures exceed 100°C, when the bearing is exposed to aromatic hydraulic fluids or chemical-laden ground conditions, or in marine environments with saline contamination. For standard construction applications in temperate climates using conventional lithium-complex grease, high-quality NBR seals deliver adequate service life at lower material cost.
Request High-Performance Excavator Slewing Bearing Solutions Today
As a dedicated excavator slewing bearing manufacturer and supplier, Excavator Slewing Bearing, rooted in Luoyang, China's premier bearing manufacturing base, Heng Guan delivers ISO/CE/RoHS-certified slewing rings with fully documented material and heat treatment records. Contact us for application-specific material recommendations: mia@hgb-bearing.com.
References
1. ISO 281:2007 — Rolling Bearings: Dynamic Load Ratings and Rating Life. International Organization for Standardization, Geneva.
2. Bhadeshia, H.K.D.H. & Honeycombe, R. (2017). Steels: Microstructure and Properties (4th ed.). Butterworth-Heinemann, Oxford. Chapter 9: Bearing Steels.
3. Zaretsky, E.V. (1997). Tribology for Aerospace Applications. Society of Tribologists and Lubrication Engineers, Park Ridge, IL.
4. Harris, T.A. & Kotzalas, M.N. (2007). Rolling Bearing Analysis: Essential Concepts of Bearing Technology (5th ed.). CRC Press, Boca Raton. Chapter 6: Fatigue Life Prediction.
5. GB/T 3203-2016 — Chromium Bearing Steels. Standardization Administration of China, Beijing.
6. Daide, A., Chaib, Z., & Ghosn, A. (2008). "3D Simplified Finite Elements Analysis of Load and Contact Angle in a Slewing Ball Bearing." Journal of Mechanical Design, 130(8), 082601.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us