Can a Forged Ring Reduce Material Waste in Machining?
Are high material consumption, excessive stock removal, and repeated machining increasing your production costs? For manufacturers producing slewing bearings, gear systems, and heavy industrial components, material waste often starts long before final machining begins. Oversized blanks, casting defects, and dimensional instability can all lead to unnecessary scrap and rework. The answer is yes — forged rings can significantly reduce machining waste. Through near-net-shape geometry, continuous grain flow, and stable heat treatment performance, forged rings require less material removal while improving machining efficiency. Luoyang Hengguan helps manufacturers solve these challenges with customized forged ring solutions from 300 mm to 10,000 mm, designed to minimize waste from the first cut to final inspection.
|
|


Understanding Forged Rings: Why They Matter for Waste Reduction
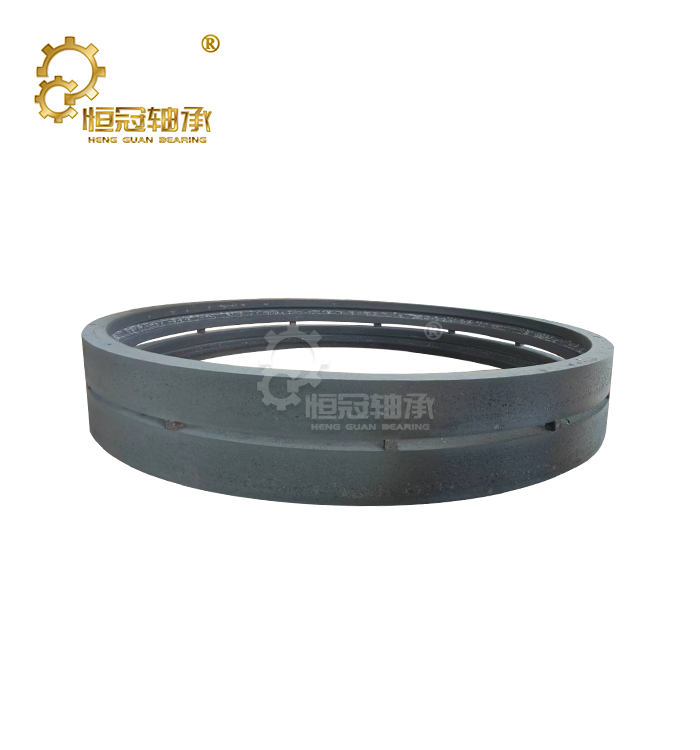
A forged ring is not simply a raw material form — it is the foundation that determines machining efficiency.
Unlike castings or welded structures, forged rings are manufactured close to final geometry through open-die forging or ring rolling. This near-net-shape approach dramatically reduces excess material before turning begins.
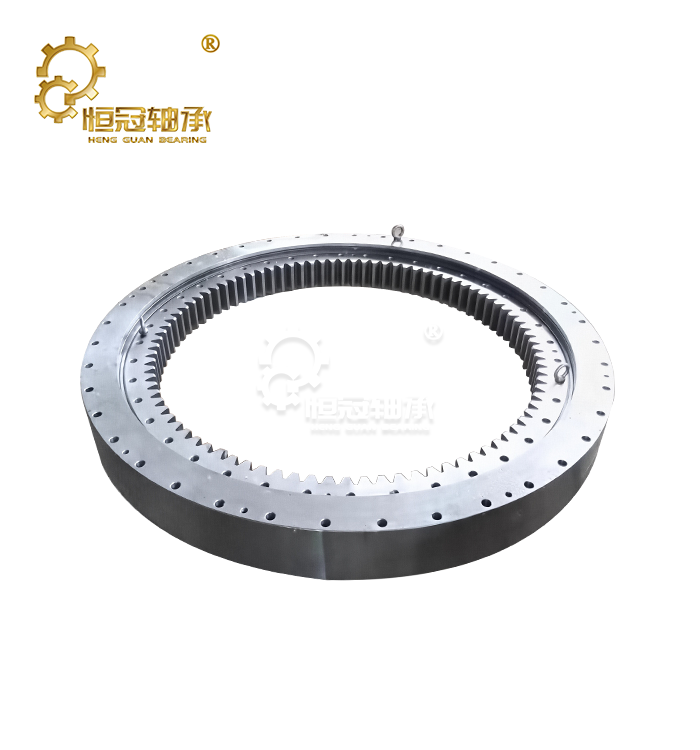
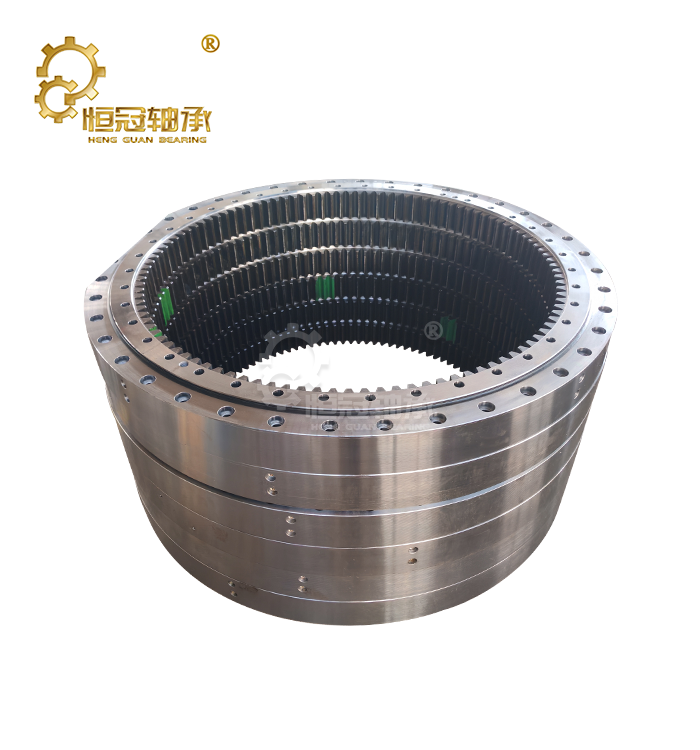
Luoyang Hengguan manufactures forged rings from 300 mm to 10,000 mm in diameter, supporting heavy machinery, slewing bearings, gear systems, wind power equipment, and industrial assemblies.
For large components such as ring forgings ranging from 2,000 mm to 10,000 mm, reducing the machining allowance directly translates to lower material consumption and shorter processing cycles.
| Manufacturing Method | Typical Buy-to-Fly Ratio | Surface Consistency | Internal Defect Risk |
|---|---|---|---|
| Sand Casting | 3:1 – 5:1 | Poor | High |
| Welded Fabrication | 2:1 – 4:1 | Moderate | Moderate |
| Open-Die Forging | 1.5:1 – 2.5:1 | Good | Low |
| Ring Rolling | 1.2:1 – 1.8:1 | Excellent | Very Low |
Among common manufacturing routes, ring rolling achieves the lowest material removal ratio, making it ideal for waste-sensitive production programs.
Choosing the Right Forging Method: Linking Manufacturing to Real Production Problems
Material waste often starts before machining.
Cast rings usually require additional stock allowance because of rough surfaces, shrinkage cavities, and internal discontinuities. Welded structures introduce heat-affected zones that may require corrective machining.
Forged rings solve these issues earlier in the process.
At Hengguan, both open-die forging and ring rolling are used depending on part size and performance requirements.
The forging process creates:
- Continuous grain flow aligned with ring geometry
- Dense internal structure without shrinkage cavities
- Stable material behavior during turning
- Lower rejection rates during final inspection
Combined with CNC vertical lathes and turning centers, this structure allows consistent machining performance while reducing re-cutting and scrap generation.
Technical Capabilities
| Parameter | Range / Value |
|---|---|
| Outer Diameter | 300 mm – 10,000 mm |
| Ring Type | Open-die forging / Ring rolling |
| Cross Section | Rectangular, stepped, flanged, custom |
| Material Grade | Bearing steel, alloy steel, special grades |
| Hardness Range | Custom specified |
| Machining Support | CNC turning, grinding |
| Heat Treatment | CNC quenching |
| Application | Slewing bearings, gears, heavy equipment |
This approach connects manufacturing specifications directly to customer concerns: less waste, lower machining cost, and fewer rejected parts. Email our engineering team: mia@hgb-bearing.com. Send your dimensions, operating conditions, or material requirements for customized recommendations.

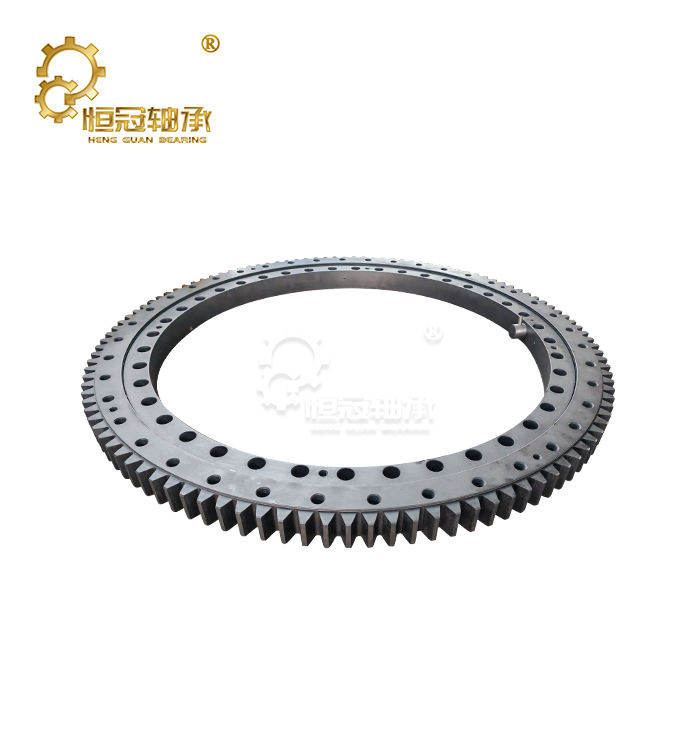
Custom Dimensions & Near-Net Shape: Avoid Oversized Blank Problems
Many machining losses occur because buyers start with generic oversized blanks.
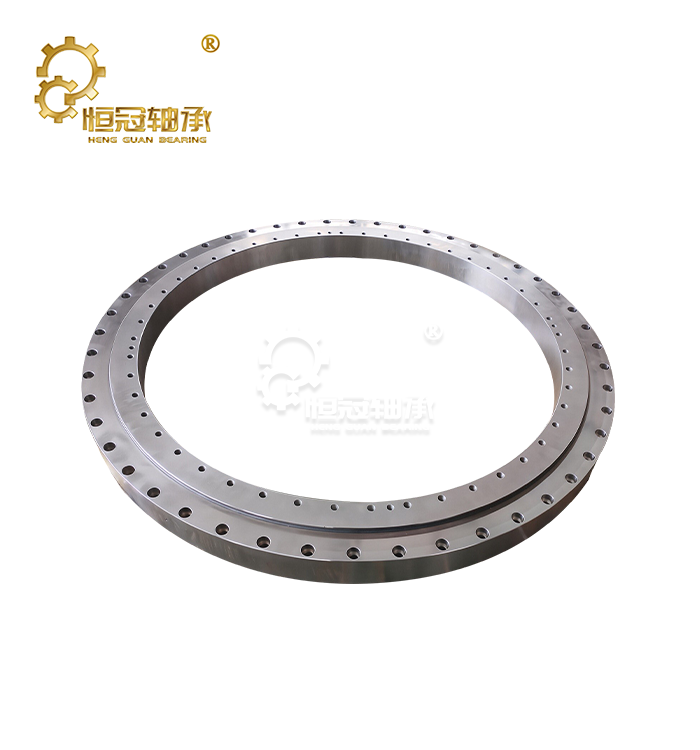
A forged ring designed around the final geometry requires much less stock removal.
Hengguan supports customized forged ring production, including:
- Wall thickness optimization
- Cross-section design
- Hardness zoning
- Near-final profile manufacturing
Even without customer drawings, the engineering team can develop forging geometry according to operating requirements.
This means the blank already contains only the material required for the final component.
| Customization Parameter | Available Range | Waste Reduction Benefit |
|---|---|---|
| Outer Diameter | 300–10,000 mm | Eliminates oversized blanks |
| Wall Thickness | Customized | Reduces turning stock |
| Cross Section | Rectangular / Flanged / Stepped | Minimizes rough machining |
| Hardness | Zone-controlled | Reduces rework |
| Material | Custom grades | Prevents over-specification |
Every millimeter removed unnecessarily represents extra machining hours, tool wear, and energy consumption.
Near-net-shape forging reduces all three.
Heat Treatment Stability Matters: Reduce Rework and Scrap
Material waste is not only about how much material is removed.
It is also about dimensional predictability.
Large rings frequently deform after heat treatment. If distortion occurs after rough machining, additional corrective cuts become necessary.
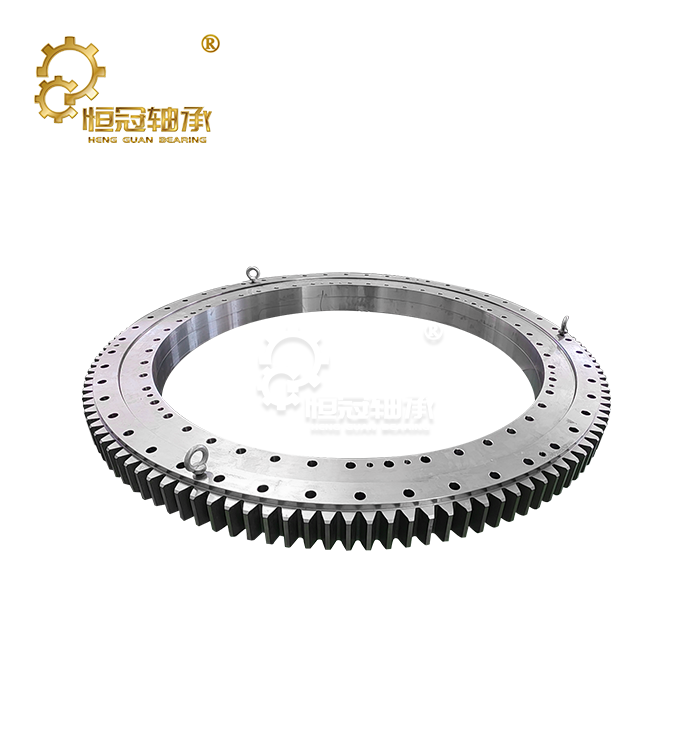
Hengguan addresses this through CNC-controlled quenching systems.
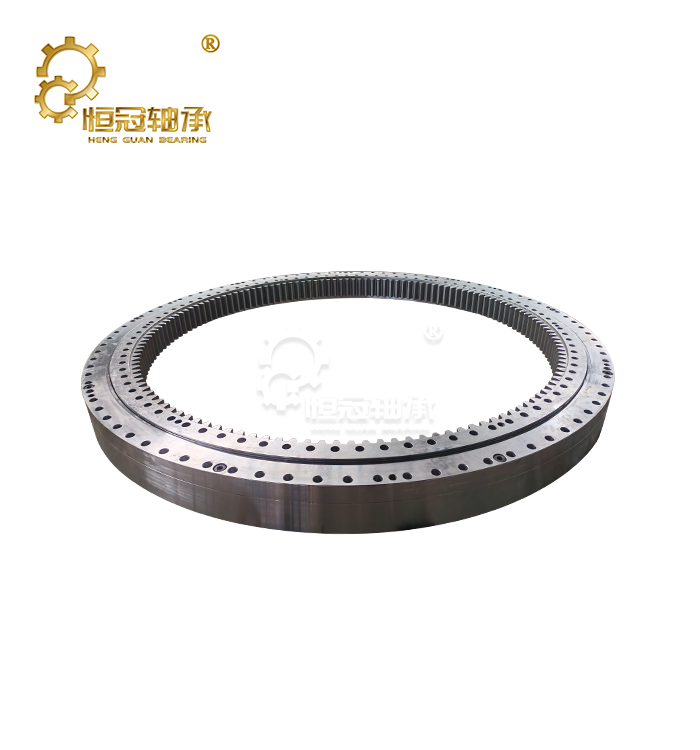
For large forged rings such as the 3180 mm component, hardness is maintained consistently within 265–295 HB across the section.
This creates:
- Stable dimensional behavior
- Lower corrective allowance
- Reduced re-machining
- Improved assembly precision
For slewing bearings, gears, and heavy machinery assemblies, dimensional stability directly affects installation quality and lifecycle performance.
Conclusion
Selecting a forged ring is more than choosing a material — it is choosing a manufacturing strategy. From near-net-shape geometry and continuous grain flow to customized dimensions and controlled heat treatment, forged rings consistently reduce waste throughout the machining process. With more than 20 years of manufacturing experience, customers across 50+ countries, and forged ring capacities reaching 10,000 mm diameter, Luoyang Hengguan Bearing Technology Co., Ltd. delivers forged ring solutions designed to reduce waste and maximize machining efficiency.
|
|


FAQ
Q: What forged ring sizes can Luoyang Hengguan manufacture?
A: Forged rings are available from 300 mm to 10,000 mm in diameter, with full customization.
Q: Which forging processes are used?
A: Open-die forging and ring rolling, selected according to size and application requirements.
Q: Why do forged rings reduce machining waste?
A: Near-net-shape geometry, dense structure, and low defect rates reduce corrective machining and scrap.
Q: Can hardness be customized?
A: Yes. CNC quenching supports customized hardness zones based on customer specifications.
How Luoyang Hengguan Reduces Waste in Forged Ring Manufacturing
At Luoyang Hengguan Bearing Technology Co., Ltd., we combine forging expertise, machining capability, and engineering support to help customers reduce material waste and improve production efficiency:
- Forged rings from 300 mm to 10,000 mm
- Open-die forging and ring rolling capability
- Customized geometry and wall thickness optimization
- CNC turning, grinding, and quenching systems
- Engineering support without mandatory drawings
- Applications covering slewing bearings, gears, wind power, and heavy machinery
Planning a forged ring project? Contact our engineering team at mia@hgb-bearing.com to optimize your forging design before machining begins.
References
1. Altan, T., & Tekkaya, A. E. (Eds.). (2012). Sheet Metal Forming: Fundamentals. ASM International.
2. Dieter, G. E., & Bacon, D. (1986). Mechanical Metallurgy (3rd ed.). McGraw-Hill.
3. Lange, K. (Ed.). (1985). Handbook of Metal Forming. McGraw-Hill.
4. Mielnik, E. M. (1991). Metalworking Science and Engineering. McGraw-Hill.
5. Semiatin, S. L. (Ed.). (2005). ASM Handbook, Volume 14A: Metalworking: Bulk Forming. ASM International.
6. Schuler GmbH. (1998). Metal Forming Handbook. Springer-Verlag Berlin Heidelberg.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us