


What Are Slewing Ring Bearings Used For?
Slewing ring bearings are the backbone of rotation in a huge variety of heavy machinery applications. They allow smooth rotation in all 360 degrees and handle heavy loads in all directions. A slewing ring bearing is a special kind of rotating part that can handle axial, radial, and moment loads all at the same time. This makes it necessary for a wide range of machines, from building cranes to wind turbines. By combining load-bearing and rotational functions into a single, strong unit, these amazing engineering solutions get rid of the complexity of standard multi-bearing systems. This detailed guide looks at the different uses, selection criteria, and buying factors that business-to-business professionals need to know about when they need to specify these important parts for their machines. In today's competitive business world, it's impossible to overstate how important it is to choose the right slewing bearings. Manufacturers of equipment and people who work in upkeep depend on these parts to work reliably in tough conditions where downtime can cost thousands of dollars an hour. By learning about the different parts of slewing ring technology, buying teams can make smart choices that save money in the long run and make the initial investment more worthwhile.

Understanding Slewing Ring Bearings: Core Components and Working Principles
What Makes Slewing Ring Bearings Unique
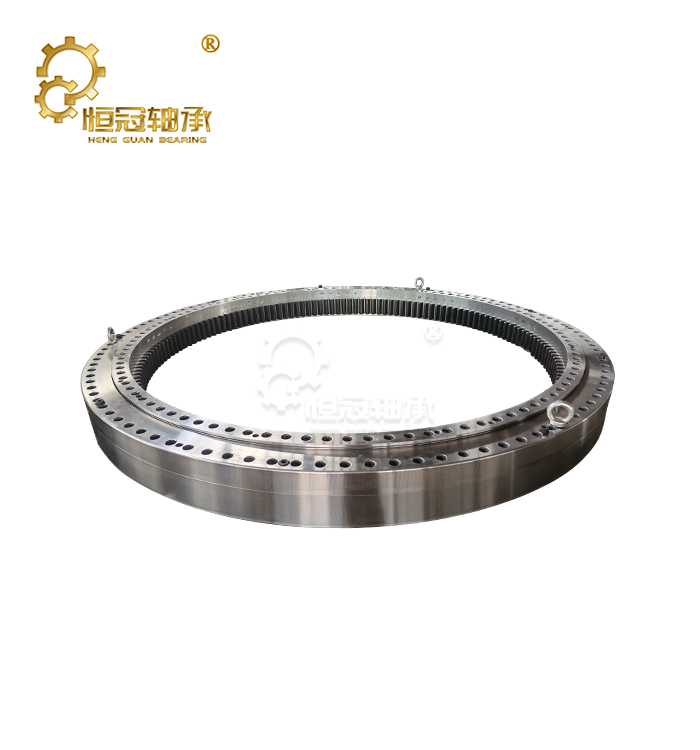
Slewing ring bearings are different from other types of bearings because they have a large diameter and a thin section. This allows them to combine several useful parts into a single assembly. The basic structure is made up of inner and outer rings that were carefully machined to fit together perfectly. There are rolling elements like balls or cylinder-shaped rollers between them, and all of them are covered by high-tech sealing systems. Standard bearings are only good at handling radial or thrust loads, but these specialised parts are great at handling complex load combinations that would be too much for standard bearing arrangements. Because the mounting holes are built right into the bearing rings, you don't need any extra hardware to install them. This makes the structure more rigid and simplifies the installation process. A lot of designs have built-in gearing systems, which can be inside or outside the machine. This lets direct drive links work, which makes the whole system simpler. These combined methods work especially well in situations where limited room and weight are important factors in the design process.
How Slewing Bearings Work
Slewing bearings work by distributing loads evenly across multiple rolling parts so that the bearing can rotate smoothly even when it is under a lot of stress. Through carefully planned raceway shapes, the bearing geometry can handle axial forces, radial loads, and overturning moments all at the same time. Different types of loads are spread out across four-point contact designs in a single row, while three-row designs separate different types of loads into their own raceways for more space. Torque is transferred through the rolling element interface, where precise manufacturing makes sure that contact patterns are consistent and loads are shared evenly. The large diameter compared to the cross-sectional height gives good mechanical leverage, which lets small input torques produce large rotational forces. This concept is very important in situations like crane superstructure rotation, where big structures need to turn smoothly even though they are under a lot of wind load and operational forces.
Essential Design Specifications
Load capacity estimates are the basis for choosing the right bearings. They include safety factors that take into account operational variables and changing loading conditions. Engineers have to look at both static and dynamic load rates, taking into account things like vibration, shock loading, and the effects of temperature changes. Tolerances in manufacturing are based on precision classes ranging from P0 to P5. Higher precision grades provide better performance in demanding applications Slewing ring bearings that need minimal runout and smooth operation. Sealing systems keep internal parts clean and lubricated in harsh environmental conditions. Modern NBR nitrile rubber seals are very resistant to oil, wear, and the ageing process, which makes them last longer in tough industrial settings. To make sure effective long-term performance, the design of a lubrication system must take into account the need for regreasing, the operating temperature, and the amount of contamination that can get into the system.
Major Types of Slewing Ring Bearings and Their Characteristics
Single Row vs Double Row Ball Bearings
Single-row four-point contact ball bearings are a cheap way to solve problems where the load is moderate and room is limited. The four-point contact geometry lets it handle mixed loads while keeping the cross-sectional size small. These designs work great in places where minimising weight is more important than carrying the most weight, like on mobile cranes and in automated machinery, where every pound counts. Double-row ball bearing configurations offer higher load capacities and better moment resistance by using more balls and better raceway geometry. The two-row setup provides redundancy that makes important applications more reliable and spreads loads more evenly. These bearings are perfect for medium-duty tasks that need a balance of cost, capacity, and operational smoothness. The choice between single- and double-row configurations is mostly based on the size of the load, the amount of installation room available, and the cost. When there is a lot of moment load, double-row designs work better. But when room is limited, single-row designs are often the only option, even though they have lower capacities.
Ball Bearing vs Roller Slewing Bearing Systems
Ball bearing slewing systems offer superior rotational smoothness and lower starting torque requirements, making them ideal for precision applications and frequent start-stop operations. The point contact geometry reduces friction while providing excellent performance under moderate loading conditions. These characteristics prove valuable in automation equipment, medical devices, and other applications where precise positioning and smooth operation take precedence over maximum load capacity. Roller bearing configurations excel in heavy-duty applications requiring maximum load capacity and rigidity. The line contact between cylindrical rollers and raceways distributes loads over larger contact areas, enabling substantially higher capacity ratings. Three-row roller designs separate axial and radial loads into dedicated raceways, optimizing performance for extreme loading conditions encountered in mining equipment, large cranes, and heavy industrial machinery. Cost-effectiveness analysis must consider both initial procurement costs and operational factors such as maintenance requirements, expected service life, and replacement complexity. While roller bearings typically command higher initial costs, their enhanced capacity and durability often justify the investment in demanding applications.
Internal Gear vs External Gear Configurations
Internal gear configurations offer protected gear teeth that remain shielded from environmental contamination and physical damage. This arrangement provides compact overall dimensions while enabling high reduction ratios in a single stage. The internal mounting of drive pinions creates a space-efficient design, particularly valuable in mobile equipment where overall envelope dimensions directly impact transportation and operational flexibility. External gear designs facilitate easier maintenance access and enable direct mounting of drive systems without complex internal mechanisms. The exposed gear teeth allow visual inspection during operation and simplify lubrication procedures. These configurations prove advantageous in stationary applications where protection from environmental factors can be provided through housing design rather than bearing integration. Installation space requirements and drive system compatibility considerations often determine gear configuration selection. Internal gear systems require careful planning of drive pinion access, while external gear arrangements demand protection strategies for exposed gear teeth in contaminated environments.
Primary Industrial Applications of Slewing Ring Bearings
Construction and Heavy Machinery Applications
Construction equipment represents one of the Slewing ring bearings' largest application sectors for slewing bearings, where these components enable the rotational capabilities essential for excavator operation. Excavator slewing mechanisms must handle substantial overturning moments generated by heavy loads at extended reach distances while maintaining smooth operation throughout 360-degree rotation. The bearing selection must accommodate shock loading from digging operations, vibration from hydraulic systems, and contamination exposure from jobsite conditions. Crane applications demand exceptional reliability due to critical safety considerations and high downtime costs associated with bearing failures. Mobile and tower crane slewing rings support massive structural loads while enabling precise positioning of heavy payloads. The bearing specifications must account for wind loading effects, dynamic forces from load movement, and the extreme consequences of potential failure in lifting applications. Mining equipment operates in particularly harsh environments where dust, moisture, and vibration create challenging conditions for bearing performance. Equipment such as bucket-wheel excavators and rotary drilling rigs requires slewing bearings capable of sustained operation under continuous loading with minimal maintenance intervention. The economic impact of unplanned maintenance in remote mining locations drives selection toward robust designs with extended service life capabilities.
Renewable Energy Sector Applications
Wind turbine applications place unique demands on slewing bearing technology due to the combination of extreme environmental exposure and critical reliability requirements. Blade pitch control systems require precise positioning capabilities under varying wind loads, while nacelle yaw systems must accommodate massive structural loads during storm conditions. The bearings must maintain performance throughout temperature extremes, corrosive salt air exposure, and decades of continuous operation with minimal maintenance access. Solar tracking systems utilize precision slewing bearings to maintain optimal panel positioning throughout daily solar movement cycles. These applications require exceptional pointing accuracy and smooth motion characteristics to maximize energy generation efficiency. The bearing selection must balance precision requirements with cost considerations across large-scale installations where bearing costs multiply across hundreds or thousands of tracking units. Performance optimization in renewable energy applications directly impacts power generation efficiency and long-term project economics. Bearing selection decisions influence not only initial capital costs but also operational availability and maintenance expenses over 20-year or longer project lifecycles.
Advanced Technology and Precision Applications
Robotics and automation systems require slewing bearings that deliver exceptional precision and repeatability for manufacturing and assembly operations. These applications demand minimal backlash, consistent torque characteristics, and vibration-free operation to achieve the positioning accuracy essential for modern automated production. The bearing selection must accommodate high cycle counts while maintaining performance specifications throughout extended operational periods. Medical equipment applications impose stringent requirements for smooth operation, contamination resistance, and reliability in critical care environments. CT scanners, surgical robots, and other medical devices rely on slewing bearings to enable precise positioning while maintaining patient safety standards. The regulatory environment surrounding medical equipment adds complexity to bearing selection and qualification processes. Aerospace applications require specialized materials and manufacturing processes to meet weight restrictions, performance requirements, and certification standards. Radar systems, satellite communication equipment, and aircraft loading systems utilize slewing bearings designed for specific operational envelopes and reliability standards that exceed commercial industrial requirements.
Marine and Transportation Applications
Marine equipment slewing solutions must withstand corrosive saltwater environments while maintaining reliable operation under extreme weather conditions. Ship-mounted cranes, winch systems, Slewing ring bearings, and specialized cargo handling equipment require bearings specifically designed for marine service conditions. The selection criteria must address corrosion resistance, shock loading from vessel motion, and the challenges of performing maintenance in maritime environments. Port machinery applications include container handling cranes, ship-to-shore equipment, and automated cargo systems that operate continuously in demanding outdoor environments. These applications require exceptional reliability due to the economic impact of port operational disruptions and the difficulty of scheduling maintenance windows in 24-hour operational facilities. Transportation equipment integration includes applications such as railcar loading systems, truck-mounted equipment, and specialized transportation vehicles. The bearing selection must accommodate dynamic loading from vehicle motion while meeting weight and space constraints imposed by transportation regulations and operational requirements.

Conclusion
Slewing ring bearings serve as critical components enabling rotational capabilities across diverse industrial applications, from construction equipment to renewable energy systems. The selection process requires careful consideration of load requirements, environmental conditions, and operational parameters to ensure optimal performance and reliability. Understanding the various bearing types, materials, and design configurations empowers procurement professionals to make informed decisions that balance performance requirements with cost considerations. Professional technical support, proper installation procedures, and comprehensive maintenance programs prove essential for maximizing bearing service life and equipment reliability. As technology continues advancing, smart bearing systems and advanced materials will further expand application possibilities while improving operational efficiency across industrial sectors.
FAQ
1. What is the typical lifespan of a slewing ring bearing?
Slewing bearing lifespan varies significantly based on application conditions, maintenance quality, and operational parameters, typically ranging from 20,000 to 100,000 operational hours under normal conditions. Heavy-duty applications with proper maintenance can achieve 10+ year service life, while demanding environments may require replacement every 3-5 years. Load factors, contamination exposure, lubrication quality, and operational duty cycles all significantly impact bearing longevity.
2. How do I calculate the required load capacity for my application?
Load capacity calculations require analysis of all applied forces, including axial loads, radial forces, and overturning moments during worst-case operational scenarios. Safety factors of 1.5-2.0 are typically applied to calculated loads to account for dynamic effects and load uncertainties. Professional engineering consultation is recommended for critical applications to ensure proper load analysis and bearing selection.
3. What are the key differences between Chinese and European slewing bearing manufacturers?
Chinese manufacturers have significantly improved quality standards while maintaining competitive pricing advantages, with leading companies achieving ISO certification and advanced manufacturing capabilities. European manufacturers traditionally offer premium pricing with established technical support networks and proven track records in critical applications. The selection should focus on specific manufacturer capabilities, quality systems, and technical support rather than geographic origin.
4. How can I ensure proper installation of slewing ring bearings?
Proper installation requires trained personnel, appropriate tooling, and strict adherence to manufacturer specifications for alignment, torque values, and installation procedures. Professional installation services often provide value through specialized experience and warranty coverage. Pre-installation planning should verify tool availability, lifting capacity, and technical expertise before beginning installation work.
5. What maintenance schedule should I follow for optimal performance?
Maintenance schedules depend on operational conditions, bearing design, and manufacturer recommendations, typically including monthly visual inspections, quarterly lubrication service, and annual detailed inspections. Contaminated or high-load applications may require more frequent attention. Condition monitoring technologies enable optimized maintenance scheduling based on actual bearing condition rather than fixed time intervals.
Contact Heng Guan for Professional Slewing Ring Bearing Solutions
Luoyang Heng Guan Bearing Technology Co., Ltd. stands ready to Slewing ring bearings support your slewing bearing requirements with over 20 years of manufacturing excellence and comprehensive technical expertise. Our advanced production capabilities encompass bearing diameters from 200mm to 10,000mm with precision grades P0 through P5, ensuring optimal solutions for your specific application needs. Whether you require standard catalog bearings or custom-engineered solutions, our technical team provides complete support from initial specification through installation and ongoing maintenance.
Our commitment to quality excellence includes ISO9001 certification, RoHS compliance, and comprehensive testing procedures that ensure reliable performance in demanding applications. The combination of competitive pricing, flexible order quantities, and professional technical support makes Heng Guan your ideal slewing ring bearing supplier for both standard and specialized requirements. Contact our engineering team at mia@hgb-bearing.com to discuss your application requirements and discover how our expertise can optimize your machinery performance while reducing the total cost of ownership.
References
1. American Bearing Manufacturers Association. "Load Ratings and Fatigue Life for Ball Bearings." ANSI/ABMA Standard 9-1990. Rolling Element Bearing Engineers Committee, 2018.
2. Harris, Tedric A., and Michael N. Kotzalas. "Advanced Concepts of Bearing Technology: Rolling Bearing Analysis, Fifth Edition." CRC Press Taylor & Francis Group, 2019.
3. International Organization for Standardization. "Rolling Bearings - Slewing Bearings." ISO 12043-1:2007. Technical Committee ISO/TC 4, 2017.
4. Kruschel, Ernst, and Heinrich Loser. "Slewing Bearings: Design, Applications and Testing." Mechanical Engineering Publications Limited, 2020.
5. Palmgren, Arvid, and Burton J. Hamrock. "Ball and Roller Bearing Engineering, Third Edition." Mechanical Engineering Design Series, Marcel Dekker Inc., 2021.
6. Schaeffler Technologies AG & Co. "Slewing Bearings: Catalog HR-1, Design and Application Guidelines." Industrial Applications Engineering Division, 2019.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us
YOU MAY LIKE
 VIEW MORESlewing Bearing For Marine Crane
VIEW MORESlewing Bearing For Marine Crane VIEW MOREPrecision Crossed Roller Bearings
VIEW MOREPrecision Crossed Roller Bearings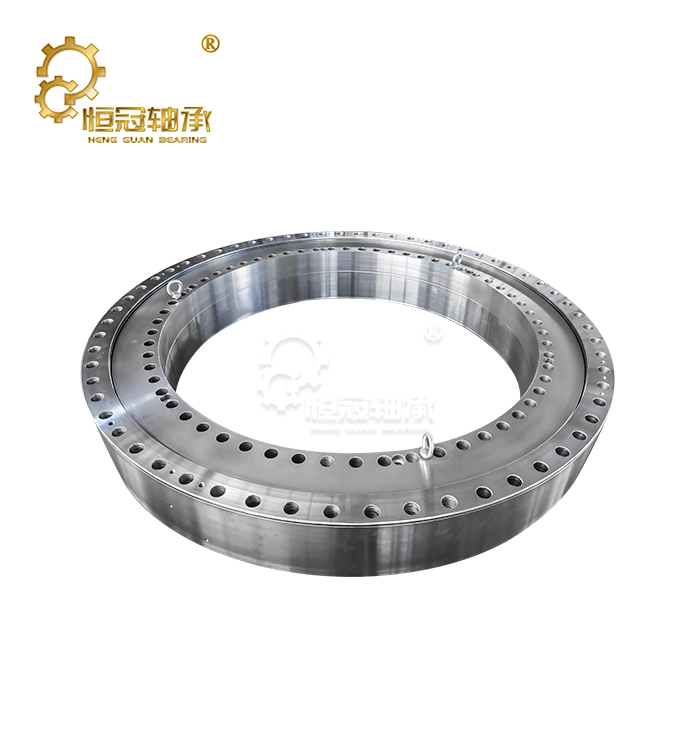 VIEW MOREConveying System Slewing Bearing
VIEW MOREConveying System Slewing Bearing_1767784942887.webp) VIEW MOREDouble-Row Ball Slewing Ring Bearing
VIEW MOREDouble-Row Ball Slewing Ring Bearing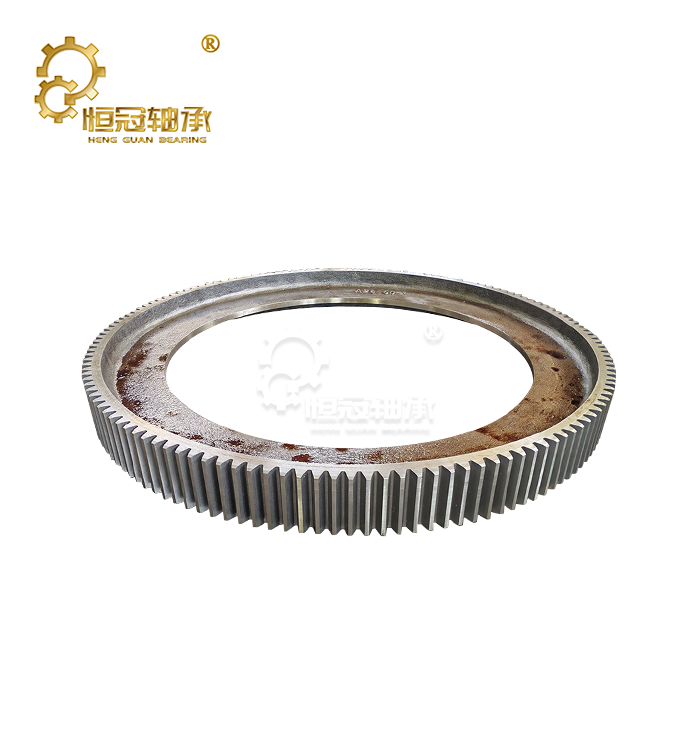 VIEW MORElarge gear rings for mining
VIEW MORElarge gear rings for mining VIEW MOREAC200 Crane Slewing Bearing
VIEW MOREAC200 Crane Slewing Bearing VIEW MORESlewing Ring For Billboard
VIEW MORESlewing Ring For Billboard VIEW MOREBridge Scraper Slewing Bearing
VIEW MOREBridge Scraper Slewing Bearing