Gantry Crane Slewing Ring vs Tower Crane Slewing Ring: Key Differences
The main differences between Gantry Crane Slewing Rings and tower crane slewing rings are how they are built and how they are used. A Gantry Crane Slewing Ring is usually made of 42CrMo alloy steel and has three rows of rollers that are arranged in a way that distributes horizontal loads evenly and makes it last longer. These rings can handle heavy loads in industrial yards and ports. On the other hand, tower crane slewing rings focus on fast rotational speeds and vertical stability for building in cities, and they often have gear mechanisms built in for precise positioning. When procurement managers know about these differences, they can choose rotational bearings that are right for the load limits, operating conditions, and maintenance schedules. This improves the performance and safety of the crane.

Understanding Slewing Rings: The Foundation of Crane Rotation
Cranes can move loads precisely and safely thanks to slewing rings, which are the key rotational interface. These special large-diameter bearings can handle axial forces from loads that are moving up and down, radial forces from loads that are moving side to side, and tilting moments caused by load leverage, all at the same time. Without dependable slewing bearings, crane operations would have to deal with catastrophic structural failures and lower safety standards.
Core Functions in Crane Applications
The primary responsibility of slewing bearings involves facilitating smooth 360-degree rotation while maintaining structural integrity under extreme stress. Modern crane slewing rings are small assemblies that include mounting holes, sealing systems, and sometimes internal or external gear mechanisms. This combined design solves the problem of mechanical articulation under dynamic loading conditions, making sure that loads stay in the same place in a variety of working conditions.
Common Slewing Ring Configurations
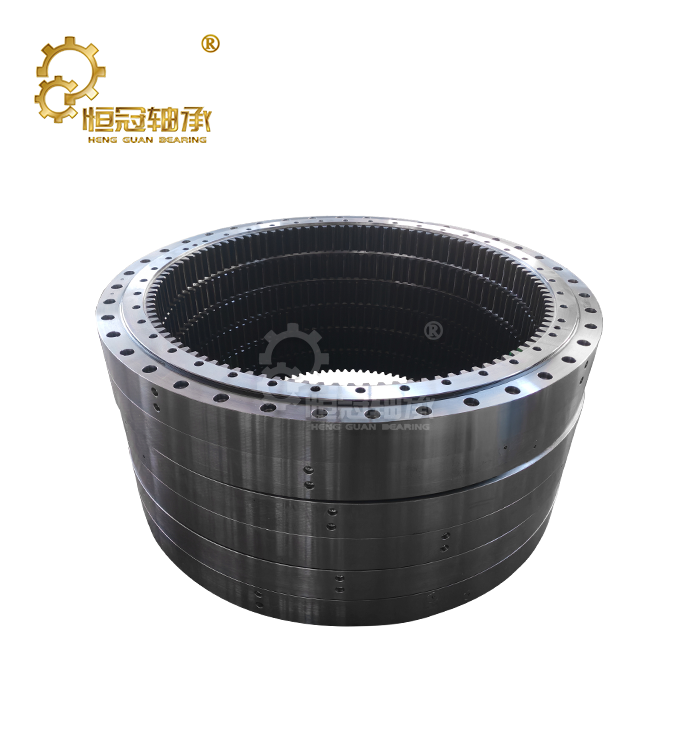
Different types of bearings are used in industrial lifting equipment, and each type is best suited for a certain type of load. Single-row four-point contact ball structures work great in situations that need to handle a moderate amount of load with little friction. Crossed cylinder roller designs make things more rigid for precise positioning jobs. Three-row cylindrical roller bearings, like the ones we make in Luoyang, spread out combined loads over many contact surfaces. This makes them perfect for heavy-duty crane applications where Gantry Crane Slewing Rings need to be able to handle constant stress cycles in tough conditions.
Impact on Operational Safety and Performance
The quality of a crane has a direct effect on its dependability, safety margins, and total cost of ownership. Premium slewing bearings made to P5 or P6 precision grades reduce wobble and vibration, which makes equipment last longer and requires less maintenance. When purchasing crane slewing rings, procurement professionals should give more weight to suppliers who have documented quality control processes, the right material certifications, and manufacturing standards that meet the requirements of the European Machinery Directive. This will ensure that the cranes will work reliably for a long time.
Structural and Functional Differences Between Gantry Crane and Tower Crane Slewing Rings
When it comes to their rotational bearing systems, gantry cranes and tower cranes have different needs because of how they are used. These differences show up china portal crane slewing bearing in the way the structures are built, how they handle weight, and how the rotating parts work to fit the needs of each type of crane.
Design Considerations and Load-Bearing Capabilities
Gantry Crane Slewing Rings are engineered for horizontal span operations, where loads move side to side across shipyards, factories, and logistics hubs. We make a three-row roller slewing bearing design that efficiently spreads axial, radial, and moment loads over several rolling element paths. Our standard 862x730x145mm size is made from high-strength 42CrMo alloy steel, which gives it the strong construction needed for outdoor uses where weather resistance and structural rigidity are very important. Tower crane slewing rings face different mechanical challenges. When working on vertical construction sites, where fast rotational speeds and precise positioning are more important than load capacity, these bearings are used. In most cases, tower cranes need slewing rings with built-in gear mechanisms that let operators control rotation speeds between 0.3 and 0.6 RPM. This lets them place loads accurately in confined urban construction areas. The design of the bearing puts more emphasis on stability during high-speed rotation than on distributing the load as evenly as possible.
Size and Weight Variations
The operational priorities are reflected in the physical dimensions. Rotational bearings on gantry cranes usually have bigger diameters and thicker walls so they can handle heavier loads and longer periods of time between servicing. We can make things with diameters ranging from 50mm to 10,000mm, and we can make them to order for specific uses in mining, metallurgy, and port operations where standard configurations don't work. Tower crane slewing rings usually have smaller profiles compared to how much weight they can hold. This is done to keep the tower's structure from being stressed too much. This size optimization lets tower cranes get higher height-to-stability ratios while still leaving enough safety margins for moving loads at very high levels.
Rotation Mechanisms and Speed Differences
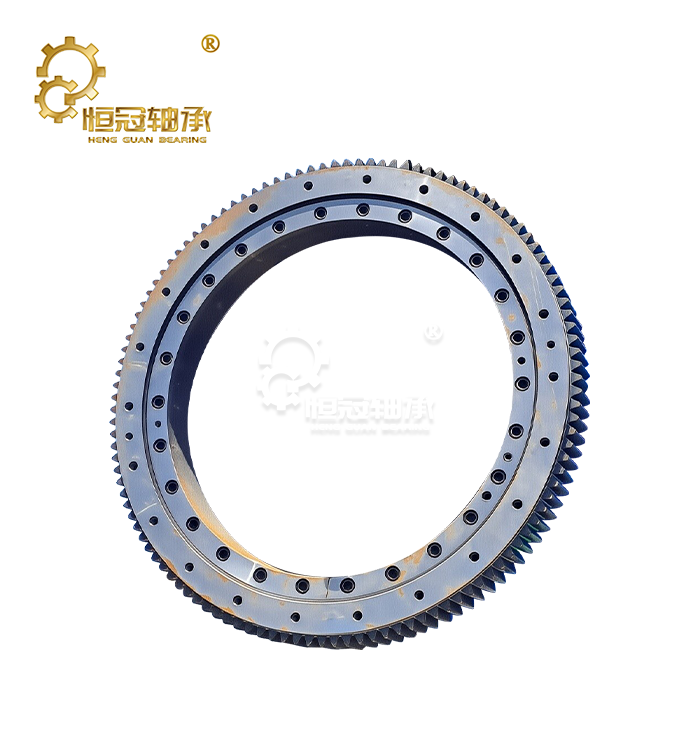
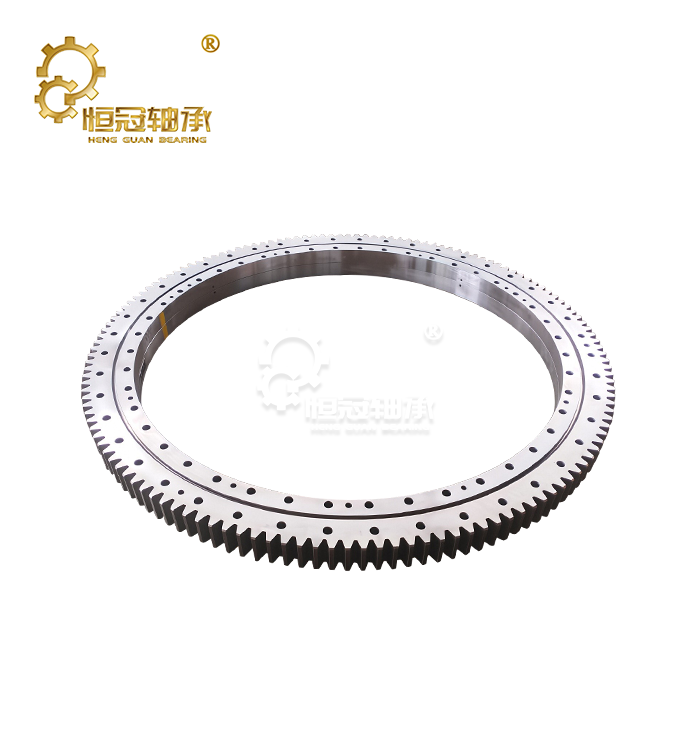
Gantry cranes focus on steady, low-speed rotation, usually between 0.1 and 0.3 RPM, which helps with precise load placement when moving containers or working with heavy materials. Our Gantry Crane Slewing Rings have three rows of rollers that make sure there is constant rotational resistance across the full 360-degree range. This stops sudden movements that could make loads in the air less stable. For vertical construction projects to stay productive, tower cranes need to be able to turn faster. Their slewing rings have gear teeth, either on the outside or the inside, that connect to pinion drives. This lets them control speeding up and slowing down while keeping the accuracy of their positioning. Because of this mechanical advantage, tower cranes can quickly move between points where they pick up materials and places where they put them down, which greatly speeds up the construction timeline. Knowing these rotating features helps procurement teams choose the right bearing systems that meet the needs of the operational speed.
Material Composition and Manufacturing Considerations
The durability, load capacity, and service life of a slewing ring depend on the material used and how precisely it was made. Because of the differences in how gantry cranes and tower cranes are used, the methods used for metalworking, heat treatment, and quality control need to be changed, too.
Material Selection for Demanding Applications
High-strength alloy steels, like 42CrMo and 50Mn, are used in our Gantry Crane Slewing Rings because they are very strong and don't wear down easily. The 42CrMo alloy steel has a tensile strength of more than 1080 MPa, which is higher than the standards set by the European Machinery Directive for lifting equipment. This mix of materials makes sure that ring raceways stay the same size even when they are loaded and unloaded heavily many times, which is common in port operations and industrial manufacturing settings. Rolling elements manufactured from GCr15SiMn bearing steel offer optimal hardness characteristics, typically achieving 58-62 HRC after heat treatment. This hardness level balances wear resistance against brittleness, extending operational life while maintaining smooth rotational characteristics under variable loading conditions. The material pairing between 42CrMo raceways and GCr15SiMn rolling elements creates a mechanically compatible system that minimizes contact stress concentrations. Tower crane slewing rings may be made of similar materials, but they are often heated in different ways to make them work better at faster rotational speeds and with less weight. When integrated rotation mechanisms are asked for, the focus of manufacturing shifts to getting tighter tolerances in the profiles of the gear teeth.
Manufacturing Tolerances and Quality Control Standards
Precision manufacturing has a direct effect on the China portal crane slewing bearing, how well and how long a bearing lasts. All of the parts that make up our slewing ring are made to very strict size standards at our ISO9001-certified factory. Raceway roundness tolerances of less than 0.05 mm make sure that the load is evenly spread across all rolling elements. This stops early wear patterns that cause more friction and, eventually, bearing failure. Surface finishing processes receive particular attention, with raceway surfaces ground to Ra 0.8 micrometers or better. This surface quality reduces rolling resistance and encourages the formation of a consistent lubricant film, which is necessary to keep metals from touching during operation. Before being shipped, each bearing is checked for performance by hardness testing, dimensional verification, and non-destructive examination protocols.
Wear Resistance and Longevity Factors
Managing wear mechanisms well is key to getting longer service life. The three-row roller design in our Gantry Crane Slewing Rings spreads contact stresses over a larger surface area than single-row designs. This lowers contact pressure and slows the wear process. High-quality seals keep dust, moisture, and industrial pollutants from getting into the lubricant, so it stays pure for longer periods of time between services. Heat treatment processes create case-hardened surfaces with resilient cores, providing the optimal combination of surface wear resistance and structural toughness. This metallurgical approach prevents surface spalling while maintaining sufficient ductility to absorb impact loads common in heavy industrial environments. Procurement professionals evaluating the total cost of ownership should recognize that premium materials and manufacturing precision reduce maintenance frequency and extend replacement intervals, offsetting higher initial acquisition costs through improved operational reliability.
Application Scenarios and Performance Requirements
Understanding operational contexts helps match slewing ring specifications to actual working conditions. Gantry cranes and tower cranes operate in fundamentally different environments, each imposing unique mechanical and environmental demands on their rotational bearing systems.
Gantry Crane Operational Environments
Gantry cranes are used a lot in shipyards, ports, factories, and places that put together heavy machinery. In these places, Gantry Crane Slewing Rings are constantly loaded and unloaded, they are exposed to the weather, and they might get dirty from industrial processes. Our three-row roller slewing bearings work great in these conditions. They keep their load capacity specifications even when the temperature ranges from -30°C to +80°C. Port crane applications present particular challenges with salt air exposure, requiring enhanced corrosion protection through specialized surface treatments and robust sealing systems. The corrosion-resistant solutions we make for maritime environments have protective coatings and sealing parts made of stainless steel that make them last longer, even in harsh coastal conditions. Load fluctuations occur constantly as containers of varying weights are manipulated, necessitating bearing designs that accommodate variable stress patterns without developing wear-related performance degradation. Manufacturing environments introduce different challenges, including potential exposure to cutting fluids, metal particles, and thermal cycling from nearby production processes. Our bearing seals effectively stop contamination from getting in, keeping the lubricant clean for long periods of time. The structural rigidity of 42CrMo steel construction keeps it from deflecting under heavy loads. This makes sure that loads are placed precisely, which is important for assembly tasks that need to be aligned to very close tolerances.
Tower Crane Construction Site Demands
Tower cranes are mostly used in vertical construction, where quick load repositioning helps keep building assembly schedules on track. In these situations, rotational speed and positioning accuracy are more important than the maximum load capacity. Tower crane slewing rings need to work well even when the wind speed and direction change. This is because construction sites put equipment in the open air at high elevations. Impact resistance is very important when loads move around while being repositioned or when they stop suddenly because of operator action or a safety system going off. The bearing system has to be able to handle these changing loads without permanently deforming or making the rotation less smooth. On urban construction sites, there is also a limited amount of space, which encourages small bearing designs that can support the required loads within the available space.
Real-World Performance Outcomes
Selecting appropriate slewing rings produces measurable operational benefits. A port logistics facility in the northeastern United States said that maintenance-related downtime went down by 40% after they switched to our three-row roller Gantry Crane Slewing Rings. They said that the improved reliability was due to better load distribution and greater resistance to contamination. Compared to their old bearing supplier, the facility calculated that the total cost of ownership would be less than $180,000 over five years. A commercial construction company that used tower cranes on several urban projects reported better accuracy in placing loads after specifying precision-grade slewing rings with tighter manufacturing tolerances. This improvement in accuracy cut down on the number of times loads had to be placed by about 25%, which directly led to faster construction times and lower labor costs. These real-life examples show that matching bearing specifications to operational needs adds real value above and beyond the initial cost of procurement, which is a very important factor for procurement managers to consider when choosing a supplier.

Selecting the Right Slewing Ring for Your Crane: Buying Guide
Procuring appropriate rotational bearings requires systematic evaluation of technical specifications, operational requirements, and supplier capabilities. This structured approach minimizes procurement risks while ensuring long-term equipment reliability.
Evaluating Load Capacity Requirements
Accurate load capacity assessment forms the foundation of bearing selection. Engineers have to figure out the total weight of the crane, its maximum suspended load, and the dynamic forces that come from speeding up and slowing down, as well as wind effects. When deciding on Gantry Crane Slewing Rings, safety factors should be taken into account so that shock loads can be handled during heavy manufacturing or moving containers. Our engineering team helps customers do these calculations and makes sure that the bearings they choose have enough capacity margins without being over-specified, which drives up costs. We make a three-row roller configuration that can handle combined axial loads of up to 1200 kN, radial loads of up to 850 kN, and tilting moments of more than 15,000 kN-m in standard configurations, with custom designs available for specialized applications requiring enhanced capacity.
Durability and Maintenance Considerations
Service life expectations directly influence the total cost of ownership. High-quality materials, precise manufacturing, and good sealing systems all help to extend the time between maintenance visits. Our slewing bearings usually last between 20,000 and 30,000 hours of use before they need to have their raceways inspected. This is a lot longer than what the industry Gantry Crane Slewing Rings norm is for heavy-duty applications. Maintenance access is also important. Standard mounting configurations in our bearing designs make installation easier within existing crane structures. This cuts down on the cost of installation labor and the time that production is shut down for replacement. Lubrication access points placed for easy service access let maintenance workers do routine lubrication without having to take a lot of things apart.
Supplier Credibility and Technical Support
Supplier selection impacts procurement success as much as technical specifications. Manufacturing certifications, documentation of the quality system, and signs of experience in the industry can help you figure out how reliable a supplier is. Our ISO9001 certification and more than 20 years of experience making bearings show that we have the technical know-how and process control to consistently make high-quality products. Technical support skills set qualified suppliers apart from commodity vendors. Our team of more than 50 specialized engineers helps with design, application analysis, and troubleshooting at all stages of an item's lifecycle. This approach to technical partnership helps customers choose the best bearings, solve installation problems, and get the most reliable operation possible. Procurement professionals should give more weight to suppliers who offer a wide range of technical resources.
Customization and Flexible Production
Non-standard applications demand customization capabilities. Our manufacturing capacity spans 50mm to 10,000mm diameter ranges with flexible design modifications to accommodate unique mounting requirements, special seal configurations, or application-specific material selections. This customization capability proves essential for OEMs developing specialized crane designs or retrofitting existing equipment with enhanced bearing systems. Procurement managers evaluating suppliers should verify customization capabilities through documented case studies, engineering resource availability, and manufacturing flexibility demonstrations. The ability to specify personalized optimization designs ensures that bearing systems fully integrate with crane structures, maximizing performance while maintaining cost-effectiveness.
Conclusion
To tell the difference between gantry crane slewing rings and tower crane slewing rings, you need to know how they are built, what materials they are made of, and how well they need to perform in a certain situation. For horizontal operations in industrial settings, gantry crane rotational bearings focus on load distribution, weather resistance, and durability. For vertical construction tasks, tower crane bearings focus on rotational speed, precise positioning, and a small design. Material selection, manufacturing precision, and quality control processes fundamentally determine bearing longevity and reliability. Successful procurement depends on systematic evaluation of load capacities, operational environments, and suppliers' technical skills. Procurement professionals can choose bearing systems that improve crane performance, lower maintenance costs, and provide measurable operational value over longer service lives by working with experienced manufacturers that offer full engineering support and customization options.
|
|


FAQ
How often should slewing rings be inspected and maintained?
The length of time between inspections depends on how busy the business is and the conditions outside. Heavy-duty port Gantry Crane Slewing Rings usually need to be visually checked every three months to make sure the seals are still in good shape and to check the torque of the mounting bolts and the level of lubrication. Complete raceway inspections should occur every 5,000 operational hours or annually, whichever comes sooner. Tower crane bearings warrant monthly inspections during active construction periods, with particular attention to gear tooth wear patterns and rotational smoothness. Lubrication replenishment should follow manufacturer specifications, typically every 500 to 1,000 operational hours using appropriate lithium-based greases rated for extreme pressure applications.
Can gantry crane slewing rings be used in tower crane applications?
Direct substitution generally proves inadvisable due to fundamental design differences. Gantry crane slewing rings work best for spreading heavy loads and slower rotational speeds. Tower cranes, on the other hand, need to rotate faster and have built-in gear mechanisms. Physical dimensions, weight characteristics, and mounting configurations differ substantially between these crane types. Attempting to install gantry-optimized bearings in tower cranes may compromise rotational speed capabilities, positioning accuracy, and structural compatibility. Procurement managers should specify bearings engineered specifically for their crane type to ensure optimal performance and safety compliance.
Why do tower crane slewing rings require integrated gear mechanisms?
Tower crane slewing rings often include internal or external gear teeth to enable precise rotational control. These gears engage with pinion drives, allowing operators to accurately control rotation speed and positioning, typically within 0.3–0.6 RPM. This is essential for vertical construction projects where materials must be placed precisely in confined urban environments, improving efficiency and safety.
Partner with Heng Guan for Superior Crane Slewing Ring Solutions
Selecting the optimal rotational bearing system requires technical expertise and manufacturing excellence. Heng Guan Bearing Technology delivers both through our comprehensive engineering capabilities and precision production processes. As a trusted Gantry Crane Slewing Ring supplier serving customers across more than 50 countries, we combine over 20 years of bearing industry experience with ISO9001-certified quality systems to manufacture slewing bearings that meet the demanding requirements of heavy industry, construction, and lifting equipment applications. Our three-row roller designs, manufactured from premium 42CrMo alloy steel and GCr15SiMn bearing steel, provide the durability and load capacity your operations demand. Contact our engineering team at mia@hgb-bearing.com to discuss your specific application requirements and discover how our customization capabilities can optimize your crane performance while reducing the total cost of ownership.
References
1. American Society of Mechanical Engineers. (2021). Slewing Bearing Design Standards for Lifting Equipment. ASME B30 Series Standards.
2. Bearing Industry Research Association. (2022). Material Selection and Heat Treatment Protocols for Heavy-Duty Rotational Bearings. Technical Publication Series, Volume 14.
3. European Committee for Standardization. (2020). Machinery Directive Compliance Requirements for Crane Slewing Rings. EN 13001 Crane Safety Standards.
4. International Standards Organization. (2023). Precision Bearing Manufacturing Tolerances and Quality Control Methods. ISO 492 and ISO 199 Standards.
5. Journal of Mechanical Engineering Science. (2022). Comparative Analysis of Load Distribution in Multi-Row Roller Slewing Bearings. Volume 236, Issue 8, pages 3421-3438.
6. National Association of Crane Manufacturers. (2023). Best Practices for Slewing Ring Selection and Maintenance in Industrial Lifting Applications. Technical Guidelines Publication.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us