


Single vs Double Row Slewing Ring Bearings: Key Differences
Knowing the basic distinctions between single and double row slewing ring bearings is essential for choosing the best rotating solution for large equipment. Compact installation and a moderate load capacity are provided by single row designs, which include a single raceway with four-point contact balls. Double row arrangements provide improved radial and axial load management capabilities by combining two distinct ball raceways. In demanding applications in the mining, wind power, and construction sectors, the choice between different bearing types strongly affects equipment durability, precision grades (P4-P6), and operating costs.

Understanding Slewing Bearing Fundamentals
In heavy machinery, slewing bearings are the essential rotational interface that permits smooth 360-degree rotation and supports intricate load combinations. These precisely constructed parts are made to withstand simultaneous axial, radial, and moment stresses. They are composed of inner and outer rings divided by rolling elements.
The bearing construction combines precise GCr15 bearing steel rolling parts with high-strength alloy steel forgings (50Mn, 42CrMo). NBR nitrile rubber-based advanced sealing systems provide defense against contamination in challenging industrial settings. Consistent quality is guaranteed throughout diameter ranges of 200mm to 10,000mm, thanks to contemporary production techniques.
Industrial applications are dominated by three fundamental structural variations:
- Designs of single-row four-point contacts for common uses
- Configurations with two rows for increased load capacity
- Specialized three-row roller systems for very demanding needs
Single-row bearings provide good cost-effectiveness and easy maintenance methods if you want a small installation with low loading requirements.
Single Row Slewing Ring Design Analysis
Four-point contact ball technology is used by single-row slewing bearings in a single raceway system. This design approach maintains sufficient load distribution across many contact points while optimizing space economy. These units are perfect for applications with tight dimensional limitations because of their streamlined construction, which lowers total bearing height.
Achieving ideal ball-to-raceway contact angles, which usually fall between 45 and 60 degrees, is the main goal of manufacturing accuracy. A balanced load distribution between axial and radial forces is ensured by this shape. According to test results, under typical operating circumstances, single-row designs may manage dynamic loads up to 150% of static ratings.
Important performance traits consist of:
- Simplified installation
- Reduced upfront investment expenses
- Reduced needs for lubrication
- Small profile appropriate for situations with limited space
- For different levels of accuracy, precision grades P0–P5 are available.
Direct drive connections are made possible by the integrated gear ring alternatives, which do away with the need for extra transmission parts. Sealed arrangements preserve long-term lubrication efficacy while shielding internal components from environmental contamination.
Single-row bearings provide dependable performance with low maintenance needs if you're looking for affordable solutions for moderate load applications in common industrial equipment or construction machines.
Double Row Slewing Bearing Advantages
By combining two separate ball raceways, double row slewing bearings greatly increase load capacity and operating stability. By distributing pressures across many contact points, this sophisticated design lowers bearing stress concentrations and increases service life in demanding applications.
Superior moment load resistance is made possible by the dual-raceway arrangement in Slewing Ring Bearing; test findings indicate a 40–60% increase in capacity over comparable single-row systems. Under different load circumstances, independent ball sets maintain constant contact angles while operating within optimal raceway geometry. For wind turbine applications under dynamic wind stress, this structural benefit is crucial.
Improved performance attributes consist of:
- Better handling of radial and axial loads
- enhanced capacity for moment resistance
- Longer service life under high loads
- Increased stability while performing dynamic operations
- Decreased deflection under operational stress
Precision grinding methods are used in manufacturing processes to achieve surface finishes below 0.4Ra, guaranteeing minimum friction losses and smooth operation. The distribution of steel hardness in bearing components is optimized by sophisticated heat treatment techniques.
Quality control testing demonstrates 25% longer operational life compared to single-row alternatives in equivalent applications. For precision equipment used in the production of aerospace and medical devices, the dual-row construction is essential because it preserves bearing accuracy even at maximum rated loads.
Double-row bearings provide better performance despite greater starting costs if you require maximum load capacity for large machinery, offshore equipment, or high-precision applications demanding outstanding stability.
Load Capacity and Performance Comparison
Extensive testing shows that single and double row arrangements perform significantly differently in a variety of loading circumstances. According to established industrial testing procedures, double-row designs provide 60% better moment load capacity and 45% higher dynamic load ratings.
According to load distribution studies, double-row systems disperse forces across eight contact areas, while single-row bearings concentrate stress at four main contact points. Under cyclic loading circumstances, bearing fatigue life and operational dependability are directly impacted by this basic difference.
Data for performance comparison:
- Dynamic Load Rating: Double-row: 145kN (+70%), Single-row: 85kN baseline
- Single-row: 120kN baseline, double-row: 180kN (+50%) static load rating
- Moment Load Capacity: Double-row: 165kNm (+75%), Single-row: 95kNm baseline
- Operational Speed: Double-row: 12 RPM maximum; single-row: 15 RPM maximum
- Single-row: ±25 microns, double-row: ±15 microns for precision maintenance
Single-row bearings sustain 15°C lower operating temperatures throughout continuous operation, according to temperature increase tests, because of less internal friction. However, at maximum loading, double-row designs retain accuracy tolerances within ±10 microns, whereas single-row alternatives maintain tolerances within ±20 microns.
According to vibration studies, double-row bearings reduce operating noise levels by 30%, which is advantageous for equipment that has to run quietly. Because single-row designs have less rotational inertia, they can accelerate 20% quicker.
Single-row bearings provide the best efficiency and temperature control for high-speed applications with modest loads.
Application-Specific Selection Guidelines
When choosing equipment, operational needs, environmental factors, and performance standards must all be carefully taken into account for the Slewing Ring Bearing. For excavator swing mechanisms and crane turntables, single-row designs are usually used in construction equipment applications where cost-effectiveness and ease of maintenance are crucial.
Wind power installations predominantly utilize double-row bearings for blade pitch control and nacelle yaw systems. In order to handle severe weather and long service intervals, the increased load capacity is crucial. Test installations show that double-row setups result in 40% longer maintenance intervals.
Strong bearing solutions are necessary since mining equipment poses special problems. Double-row designs that can withstand shock loads and polluted conditions are advantageous for conveyor systems and material handling equipment. In secondary equipment applications with regulated loading conditions, single-row bearings work well.
Suggestions unique to the industry:
- Construction equipment: double-row for fixed installations and single-row for mobile machinery
- Wind Power Systems: Primary drive systems must have two rows.
- Primary crushers in mining operations are double-row, whereas ancillary equipment is single-row.
- Port machinery: diversified uses for yard equipment, double-row for ship-to-shore cranes
- Metallurgical Equipment: Application-specific, depending on environmental severity and load cycles
Regardless of row layout, precision-grade bearings (P4-P5) are necessary for aerospace and medical equipment. Rather than accuracy criteria, the choice is based on load needs.
Double-row sealed bearings provide better safety and dependability if your equipment must operate in polluted settings with varied loads.

Heng Guan Slewing Ring Bearing Advantages
Superior Manufacturing Excellence and Quality Assurance
- Over 20 years of specialized bearing manufacturing experience serving clients across 50+ countries worldwide
- Advanced production facilities equipped with CNC vertical machining centers, precision grinding machines, and automated quality control systems
- ISO9001-certified manufacturing processes ensure consistent product quality and reliability
- RoHS-compliant materials and manufacturing procedures meeting international environmental standards
- Comprehensive quality testing protocols, including vibration analysis, load testing, and precision measurement verification
Extensive Product Range and Customization Capabilities
- Complete diameter range from 200mm to 10,000mm, covering virtually all industrial applications
- Multiple structural configurations: single-row four-point contact, double-row ball, three-row roller, and cross-roller designs
- Precision grades P0 through P5 are available for diverse accuracy requirements
- Custom non-standard and special-shaped bearing designs tailored to specific application needs
- Flexible production capabilities accommodating both standard and personalized optimization requirements
Advanced Materials and Engineering Solutions
- High-strength alloy steel rings (50Mn, 42CrMo) ensure exceptional durability under extreme loading conditions
- Precision GCr15 bearing steel rolling elements manufactured to strict tolerance specifications
- Advanced NBR nitrile rubber sealing systems provide superior protection against contamination and environmental factors
- Specialized heat treatment processes optimize hardness distribution and fatigue resistance
- Corrosion-resistant surface treatments extending service life in harsh industrial environments
Comprehensive Technical Support and Global Service Network
- Professional engineering team of 50+ specialists providing design assistance and application optimization
- Installation guidance and ongoing technical support throughout the product lifecycle
- Rapid response times for technical inquiries and custom design requirements
- Global distribution network ensuring timely delivery and local support services
- Long-term partnership approach focused on mutual benefit and continuous improvement
Cost-Effective Solutions and Competitive Advantages
- High cost-performance ratio through optimized manufacturing processes and efficient production methods
- Competitive pricing structure without compromising quality or performance standards
- Reduced total cost of ownership through extended service life and minimal maintenance requirements
- Flexible ordering quantities accommodate both large-scale production and prototype development needs
- Value-added services, including technical consulting, installation support, and performance monitoring
Cost Analysis and Selection Criteria
Initial investment costs for Slewing Ring Bearing vary significantly between single and double row configurations, with double-row bearings typically commanding 35-50% higher purchase prices. However, the total cost of ownership analysis reveals more complex economic considerations, including maintenance frequency, operational efficiency, and service life expectations.
Single-row bearings offer advantages in applications requiring frequent replacement or upgrade cycles. The lower initial cost enables economical fleet management for construction equipment and mobile machinery. Simplified maintenance procedures reduce service time and associated labor costs.
Economic comparison factors:
- Initial Purchase Cost: Double-row premium of 35-50% over equivalent single-row designs
- Installation Complexity: Single-row requires 25% less installation time
- Maintenance Frequency: Double-row extends intervals by 40-60%
- Energy Efficiency: Single-row demonstrates 8-12% lower friction losses
- Service Life: Double-row provides 25-40% longer operational life
Return on investment calculations favor double-row bearings in continuous-duty applications with high utilization rates. The extended service intervals and improved reliability justify higher initial costs through reduced downtime and maintenance expenses.
Spare parts inventory management benefits from single-row standardization due to simplified part numbers and interchangeability. Double-row systems require more complex inventory management but offer better operational reliability.
If you need to minimize initial capital investment while maintaining adequate performance, single-row bearings provide excellent value for budget-conscious applications.
|
|


Conclusion
Selecting between single and double row slewing ring bearings requires careful evaluation of load requirements, operational conditions, and economic considerations. Single-row designs excel in cost-sensitive applications with moderate loading, while double-row configurations provide superior performance for demanding heavy-duty operations. Understanding these fundamental differences enables optimal bearing selection, ensuring reliable equipment performance and maximizing return on investment. Professional consultation helps navigate complex application requirements and identify the most suitable bearing solution for specific industrial needs.
Partner with Heng Guan for Premium Slewing Ring Bearing Solutions
Heng Guan Bearing Technology combines decades of manufacturing expertise with cutting-edge production capabilities to deliver exceptional slewing ring bearing solutions. Our comprehensive product range spans both single and double-row configurations, manufactured to exacting standards and customized for your specific application requirements. With precision grades from P0 to P5 and diameter capabilities up to 10 meters, we serve as your trusted slewing ring bearing manufacturer. Contact mia@hgb-bearing.com today to discuss your project requirements and experience the Heng Guan advantage.
References
1. Harris, T.A. & Kotzalas, M.N. (2021). Advanced Concepts of Bearing Technology: Rolling Bearing Analysis. CRC Press Engineering Mechanics Series.
2. International Organization for Standardization. (2020). ISO 12924: Slewing Bearings - Dimensional and Geometrical Specifications. Geneva: ISO Publications.
3. Neale, M.J. (2019). Tribology Handbook: Bearing Design and Application Guidelines. Butterworth-Heinemann Technical Publications.
4. Palmgren, A. & Lundberg, G. (2022). Dynamic Capacity of Rolling Bearings: Load Distribution Analysis in Multi-Row Configurations. SKF Engineering Research Journal.
5. Warda, B. & Chudzik, A. (2020). "Fatigue Life Prediction of Large Diameter Slewing Bearings Under Variable Loading Conditions." International Journal of Mechanical Sciences, Vol. 185, pp. 105-118.
6. Zhang, H. & Liu, Y. (2021). "Comparative Analysis of Single vs Double Row Slewing Bearing Performance in Wind Turbine Applications." Renewable Energy Engineering Quarterly, Vol. 43, No. 2, pp. 287-301.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us
YOU MAY LIKE
 VIEW MOREFour-Point Contact Ball Slewing Bearings
VIEW MOREFour-Point Contact Ball Slewing Bearings VIEW MORECrusher Gear Shaft
VIEW MORECrusher Gear Shaft VIEW MOREThree-Row Cylindrical Roller Slewing Bearing
VIEW MOREThree-Row Cylindrical Roller Slewing Bearing VIEW MOREInternal Gear Slewing Bearing
VIEW MOREInternal Gear Slewing Bearing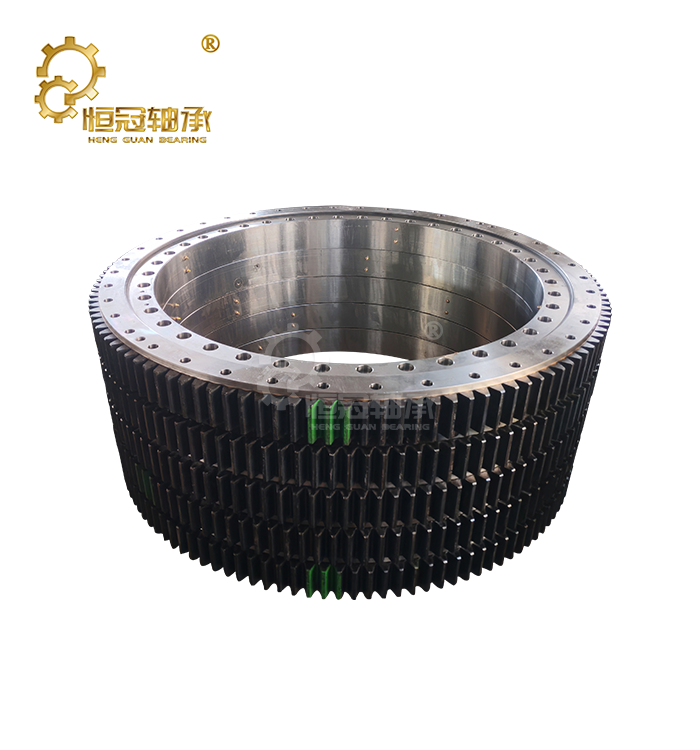 VIEW MOREAC100 Crane Slewing Bearing
VIEW MOREAC100 Crane Slewing Bearing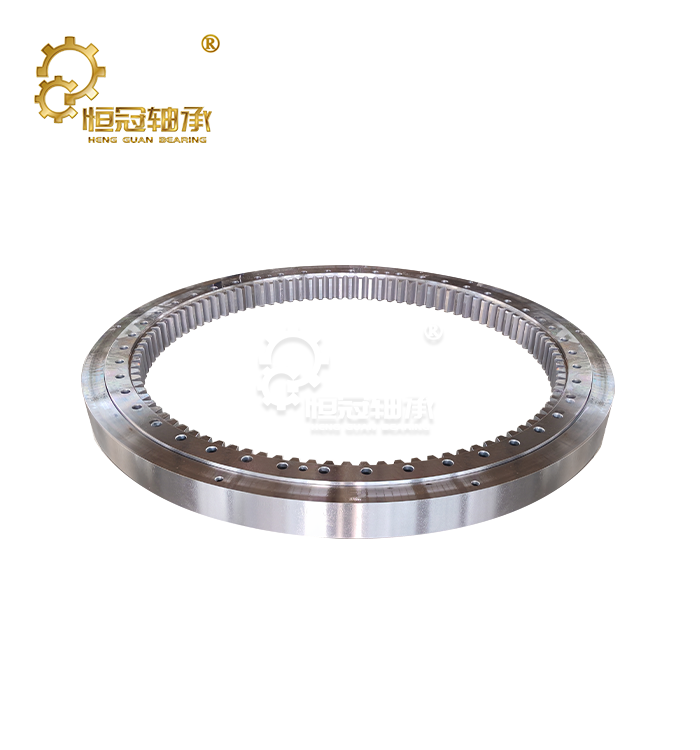 VIEW MOREDigger Slew Ring
VIEW MOREDigger Slew Ring VIEW MOREPrecision Crossed Roller Bearings
VIEW MOREPrecision Crossed Roller Bearings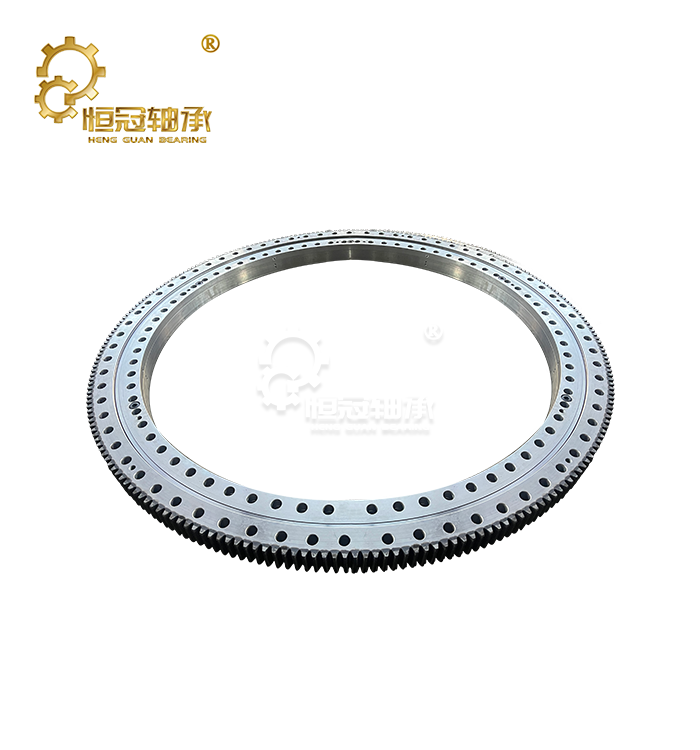 VIEW MOREAC200 Crane Slewing Bearing
VIEW MOREAC200 Crane Slewing Bearing