Typical failure modes and lifespan of mining slew bearings
Every day, mining activities put tools to their very limits. When we talk about the most important parts that keep cranes working in these harsh conditions, the Mining Crane Slewing Ring naturally comes up first. It is the rough dust, heavy loads, and constant duty cycles that cause these special rotational bearings to fail in ways that are only possible in mine settings. It's not enough to know about these failure modes on a technical level; knowing about them is what makes the difference between planned maintenance and severe downtime. Working with heavy equipment buying teams for years, I've seen how early warning signs and knowing how long something is supposed to last can completely change how efficiently it's used. This detailed guide talks about the specific ways that Mining Crane Slewing Rings break, the things that affect how long they last, and tried-and-true ways to get the most out of your bearing investment.

Understanding Mining Slew Bearing Failure Modes
Mining Crane Slewing Rings are constantly being harmed by operating and weather stresses that don't happen in most industrial settings. The patterns of failure we see in these parts show what happens when extreme conditions meet precise engineering.
Wear and Abrasion from Contaminant Infiltration
In mine uses, the main things that damage raceways are coal dust, silica particles, and metal debris. When these rough contaminants get through sealing systems, they get stuck between the raceways and the rolling elements, making tiny scratches that get deeper and deeper until they can be seen. I've looked at failed units where particles kept getting into the raceways and lowered their height by several millimeters over 18 months of use. Modern Mining Crane Slewing Ring has a three-row roller design that tries to spread this wear across multiple load lines, but poor sealing speeds up wear and tear significantly. Wear caused by contamination usually shows up as higher spinning resistance, strange noises, and obvious pitting along load zones. During regular checks, people who work on mining cranes should look for these signs.
Corrosion Degradation in Moisture-Rich Environments
In wet places like open-pit mines and underground mines, Mining Crane Slewing Rings are constantly in contact with water. Even though protective layers were used during production, electrochemical breakdown starts when water gets in through broken seals. High-strength alloy steels like 42CrMo that are used to make rings don't rust very easily, but if they are exposed to air for a long time without the right grease film protection, the surface will oxidize. Corrosion pits create stress collection places that weaken the structure and speed up the spread of fatigue cracks. We have records of situations where rust cut the useful load capacity by 30% before any damage could be seen on the outside. The best protection against this type of failure is to check the quality of the seals on a regular basis and make sure that the right lubricant films are always in place.
Fatigue Cracking Under Cyclic Loading
Every load cycle, from extending the boom to raising heavy things, puts different kinds of stress on the bearing raceways and rolling elements. Every year, mining cranes go through hundreds of thousands of load cycles, and each one causes tiny strains in the material. Over time, these repeated stress loads cause fatigue cracks to form below the surface that move toward the surface of the raceway. The GCr15SiMn bearing steel used in rolling elements has great fatigue resistance, but fatigue life is drastically cut short when loads aren't distributed evenly or when quick bucket drops cause impact loading. Fatigue failures usually happen quickly, with little to no notice, before they cause severe raceway spalling. When engineers choose parts, they should figure out how long the parts are expected to last and make sure that the listed loads are higher than the real working loads by the right amount.
Sealing System Failures
Protecting the Mining Crane Slewing Ring from contamination with multi-lip sealing systems is important, but fragile parts. Environments in mines can have temperature changes of -45°C in the Arctic to 60°C in the desert, which can make elastomers harden or soften too much. Mechanical damage from outside hits or bad fitting makes the seal less effective, opening up ways for contaminants to get in and lubricant to leak out. As soon as the sealing fails, the bearings break down quickly because the protected grease is washed away, and abrasive bits get into the load zones. It can be hard to find replacement seals quickly, which can cause unexpected downtime to last longer. The people in charge of buying things should keep an inventory of important seals and set up inspection procedures that are especially designed to check the state of seals.
Factors Affecting the Lifespan of Mining Crane Slewing Rings
The Mining Crane Slewing Ring has very different useful lives depending on how they were designed, how they are used, and the weather. When repair teams know about these factors, they can set reasonable replacement times and choose the best parts.
Load Capacity Selection and Application
Matching the stated load capacity to the real operating needs is the most important thing you can do to make a bearing last longer. The Mining Crane Slewing Ring handles axial loads from the materials being lifted, radial forces from the slewing speeding up, and toppling moments from the boom extension, all at the same time. The three-row roller construction handles these load lines separately, but going over the design limits on any axis causes it to fail early. We figure out how long a bearing is likely to last by using updated L10 models that take into account the load size, distribution, and duty cycle. In general, a bearing that works at 80% of its maximum capacity lasts three to five times as long as one that works at 95% capacity. Even though it costs more at first, choosing a conservative load rate has big benefits over time.
Material Quality and Heat Treatment
Wear resistance and cycle strength are directly related to the metallurgical qualities of the materials used to make rings. Specialized heat treatments are used to make Mining Crane Slewing Ring out of 50Mn or 42CrMo alloy steels that are 55±5 HRC total hardness. This amount of hardness strikes a good mix between surface durability and brittleness issues. It provides the best impact resistance for common mining shock loading situations. T.
Environmental Protection Systems
The conditions for mining range from ice to tropical humidity, and each one makes it harder to keep bearings in good shape. Extreme temperatures can change the thickness of a lubricant. For example, when it's cold, grease stiffens up, making it harder for a film to form, and when it's hot, oxidation and breakdown happen faster. Protective layers put on the outside, usually zinc-rich primers with epoxy topcoats, temporarily stop rust, but base metal that has been damaged by mechanical forces can quickly oxidize. Multiple maze barriers and contact seals in advanced sealing systems provide extra layers of defense. Some mining operations need a Mining Crane Slewing Ring with built-in flushing holes so that the seal area can be cleaned on a regular basis without having to take the whole thing apart. Environmental severity assessment during component design makes sure that the right safety steps are in place for the conditions at the site.
Maintenance Program Effectiveness
If you don't do regular upkeep, even the strongest Mining Crane Slewing Ring design won't work. Systematic lubrication programs give the right type of grease at regular times to keep protected films between the rolling elements and the raceways. Abrasive particles can't get in because contamination is controlled by regularly inspecting and replacing seals. Regularly checking the torque on bolts stops the loss of preload that causes raceway stress and structural movement. During operation, vibration tracking and thermal imaging can find new problems before they become too big to fix. When compared to reactive maintenance methods, comprehensive bearing maintenance plans regularly help mining companies get 150 to 200% more life out of their components.

Maintenance Tips to Prolong Slew Bearing Service Life
To make a Mining Crane Slewing Ring last longer, it needs to be maintained in a way that fixes specific weak spots before small problems become big ones. The following methods are the best in the business, as found through decades of operating mining tools.
Systematic Inspection Protocols
When done correctly and often enough, visual analysis can show early signs of failure. Every month, the state of the seal should be recorded, and any cuts, relocation, or hardening that makes the seal less effective should be noted. If you can see the raceway surfaces through the viewing holes, you need to check them for pitting, scoring, or coloring that could mean they are too hot. A health check of the mounting bolts finds weakening that lets the structure move and fretting rust. Lubricant condition research by sampling finds amounts of contamination and breakdown products that show how wear is progressing inside the lubricant. Modern ultrasound testing tools can find cracks in the ground before they show up on the surface. Writing down what was found during a check makes historical records that can be used to look for trends and plan for repair.
Optimized Lubrication Practices
When choosing a grease, it's important to think about the high temperatures, load conditions, and pollution risks that come with mining. Lithium complex greases with molybdenum disulfide added to them protect well against big loads and don't wash away with water. How often you need to re-lubricate something depends on how active it is.
Installation Precision and Mounting Surface Preparation
A basis for a longer service life is a properly installed system. Mounting surfaces need to be within 0.5 mm of being flat around the whole diameter so that loads aren't distributed unevenly, and stress builds up in certain areas. The bolt holes must line up perfectly so that the assembly is not pushed, which can cause leftover stresses. Applying torque in a certain way and at a certain value—usually 70 to 80% of the bolt's yield strength—makes the loading spread out evenly. The 1476mm x 1476mm x 120mm Mining Crane Slewing Ring needs to be handled carefully during fitting so that hits don't cause damage inside. Using precise measuring tools to check the alignment ensures that the fitting is correct before practical loading starts. These installation rules keep things from breaking down too soon because of problems with the setup instead of problems with the parts themselves.
|
|


Comparison of Slewing Ring Types and Their Suitability for Mining Cranes
Different types of loads mean that mining cranes need different Mining Crane Slewing Ring configurations that work best for those situations. By understanding these differences in structure, you can choose parts that are better suited to the job.
Single-Row Versus Multi-Row Configurations
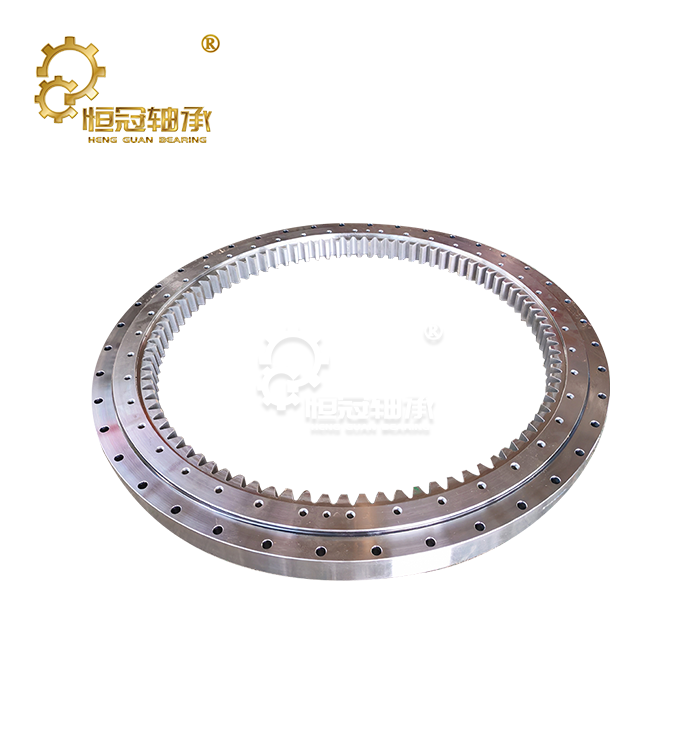
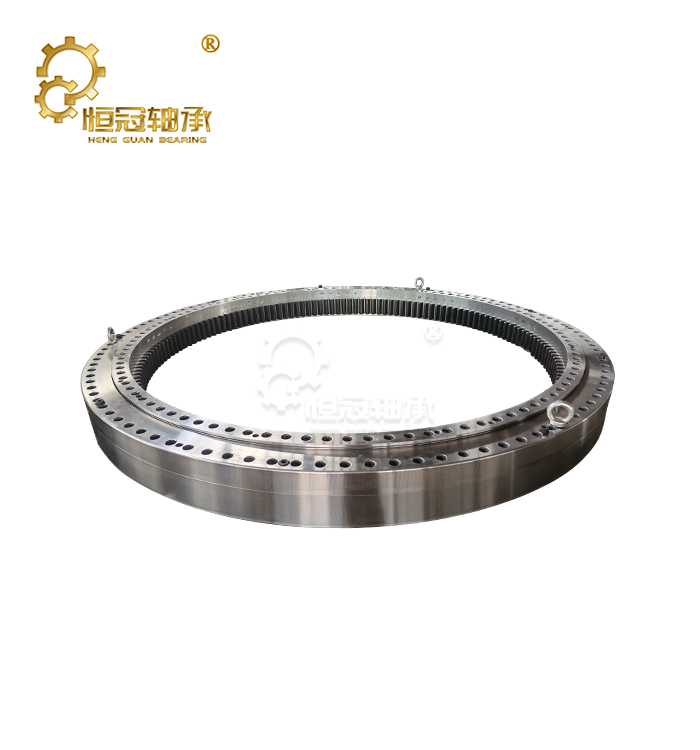
Single-row four-point contact ball Mining Crane Slewing Rings are small and have smooth rotation, making them good for lighter mining uses like material movers or maintenance cranes. Through contact angle geometry, these designs can handle combined loads, but they can't handle very strong toppling moments. The three-row roller frame is the best choice for big mining cranes because each set of rollers can handle axial forces, radial loads, and tilting moments on its own.
Ball-Type Versus Roller-Type Contact Elements
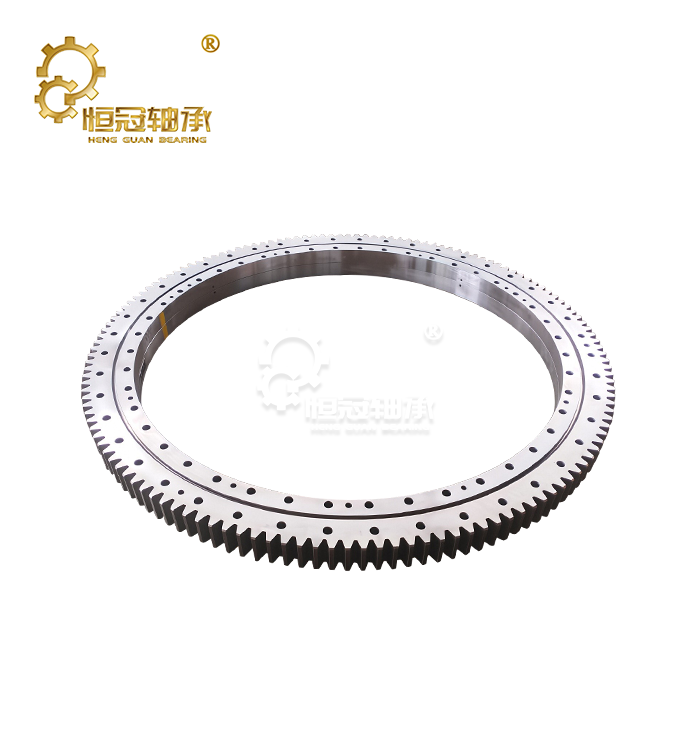
Ball-type Mining Crane Slewing Ring has less friction and spins more smoothly, so they can be used in situations where exact placement and frequent direction changes are important. When compared to roller designs, the point contact shape between the balls and the raceways limits how much weight they can hold. Line contact is made by a cylindrical roller Mining Crane Slewing Ring, which spreads forces over a larger surface area.
Integrated Features for Mining Applications
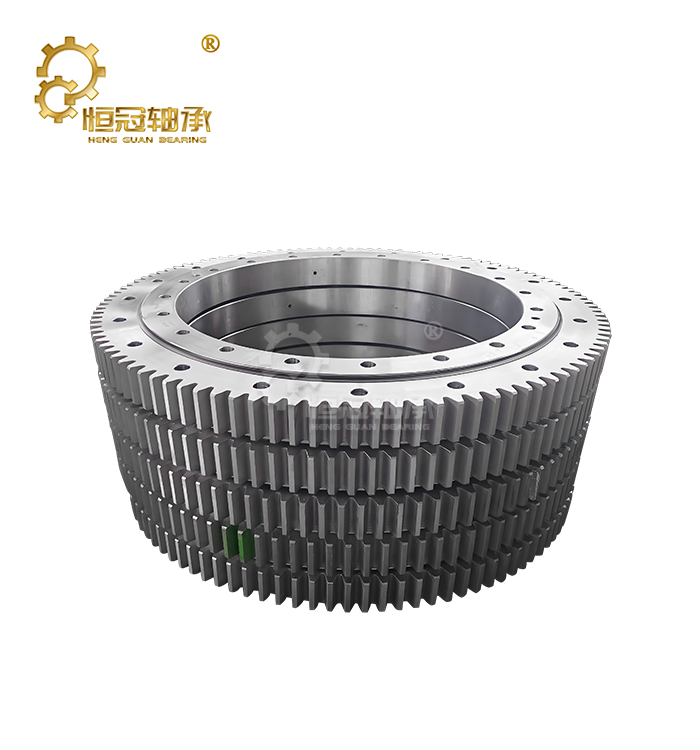
Modern Mining Crane Slewing Rings have extra features besides just being able to rotate. Internal or external gear teeth cut straight into rings allow the drive motor to connect, so there is no need for separate gear coupling parts. Waterproof closing systems that use labyrinth pathways and contact seals offer better defense against water and small particles getting in. Hardened mounting surfaces stop fretting rust under bolt heads, which makes the joint last longer. Some unique designs have built-in monitors that check things like temperature, vibration, or load distribution.
How to Choose the Right Mining Crane Slewing Ring: A Decision Support Guide
Choosing where to buy Mining Crane Slewing Ring has a big effect on how reliable they are and how much they cost to own overall. A planned selection method makes sure that the specs of each part meet both short-term and long-term operating goals.
Defining Operational Requirements
The right choice of components starts with accurate load classification. The engineering teams need to figure out the highest axial loads, which are made up of the crane's structural weight plus its estimated lifting capacity. When you calculate radial force, you take into account the Mining Crane Slewing Ring acceleration, wind loading, and operating effects. Overturning moment analysis looks at the shape of the boom, where the load is placed, and how the boom moves while the material is being moved. Material and sealing requirements are affected by things in the environment, such as temperature ranges, amounts of contamination, and the chance of rusting.
Evaluating Technical Specifications
Datasheets for components give important selection factors that need to be carefully interpreted. There are two types of load ratings: static and dynamic. Static load ratings show the highest forces that can be applied when the load is not moving. The range of sizes that can be machined, from 50mm to 10000mm, includes a lot of different crane platforms, and the sizes can be changed to fit specific needs. The ring is made of 50Mn or 42CrMo alloy steels, and the rolling elements are made of GCr15SiMn bearing steel. These specs make sure that the Mining Crane Slewing Ring is strong and doesn't wear down easily. The descriptions of sealing systems show the amount of contamination prevention that is right for mining settings. Quality security comes from certification paperwork that includes ISO compliance and material tracking.
Assessing Supplier Capabilities
Quality control methods and manufacturing know-how play a big role in how well parts are made. Reference installations and performance data from well-known providers show that they have a track record of success. Advanced machining tools and heat treatment facilities are examples of production skills that show how sophisticated the manufacturing process is. Quality assurance is given by testing methods that check the accuracy of measurements, the features of the material, and the functionality of the product.
Balancing Cost and Value
The initial buying price is only one part of the total cost of owning. Higher-quality Mining Crane Slewing Ring made with advanced sealing technology, better materials, and precise production costs more, but they last longer and are less likely to break. Ongoing working costs are affected by maintenance needs, such as how often to lubricate and how difficult the inspections are. The costs of downtime caused by premature failure, such as lost production, emergency fixes, and damage to other equipment, often outweigh the savings from buying the parts in the first place. The real economic value can be found by doing a full cost analysis that takes into account the expected lifespan, upkeep needs, and failure chance.
Conclusion
Knowing how Mining Crane Slewing Rings break and what factors affect their lifespan gives equipment managers the power to make smart decisions that protect operations. When chosen, installed, and taken care of properly, three-row roller designs made from high-strength metal steels offer strong options. Environmental problems like pollution, rust, and high temperatures require parts that are designed to handle the harsh conditions of the mine. Systematic care that includes cleaning, greasing, and inspections can greatly increase the service life compared to what was originally expected. When choosing a component, it's important to do a lot of research and make sure that the load requirements, material specs, source capabilities, and total ownership costs are all balanced. These precisely built rotating parts are big investments that need smart buying strategies and preventative maintenance plans to get the most out of their useful life.

FAQ
What is the typical service life of a Mining Crane Slewing Ring?
Service life is very different depending on the load, the level of upkeep, and the environment. If you choose the right Mining Crane Slewing Ring and keep it in good shape, it should last between 10 and 15 years, or 50,000 to 100,000 operating hours. With the right load margins and regular upkeep, heavy-duty three-row roller systems can last longer than 20 years. On the other hand, parts that are too small or that aren't maintained properly may break within two to three years. Regularly checking the state of things and replacing them based on signs of wear instead of set schedules is the best way to improve both dependability and cost-effectiveness.
How can I tell if my slewing ring is approaching failure?
Several warning signs show that problems are starting to happen. If there is more reluctance to spinning or jerky movement, it means that the raceways are damaged or not properly oiled. Strange noises like grinding, clicking, or rumbling are signs that the rolling element or track surface is wearing down. Leaking grease that can be seen means that the seal has failed and that contamination may be getting in. Loosening mounting bolts or seeing movement between ring parts are signs of structural problems and preload loss. If the temperature goes up during operation, it means that there is too much friction because of wear or a breakdown in the grease. Setting up regular inspection routines that look for these signs allows for planned maintenance that stops major breakdowns and the costs that come with them.
Partner with Heng Guan for Superior Mining Crane Slewing Ring Solutions
Heng Guan Bearing Technology is an expert at making high-performance Mining Crane Slewing Rings that are perfect for the tough conditions that mining operations have. As a skilled Mining Crane Slewing Ring maker based in Luoyang, China's famous bearing production center, we offer both advanced metalworking knowledge and full customization options. Our three-row roller designs, which use 42CrMo alloy steel rings and GCr15SiMn rolling elements, are very durable in harsh settings. They have hardness values of 55±5 HRC, which means they are better at resisting impact and wear.
We make parts with sizes ranging from 50 to 10000 mm and precision grades from P0 to P4. These parts can be used in a wide range of crane designs, from tower cranes to crawler systems. Our engineering team creates a custom optimization plan that takes into account your unique load patterns and environmental obstacles. Before it is shipped, every Mining Crane Slewing Ring goes through a lot of tests and quality checks to make sure it works well, which is important for mining operations to keep going. Get in touch with our technical experts at mia@hgb-bearing.com to talk about your needs and find out how our low-cost solutions offer long-term value through longer service life and lower total operation costs. Visit www.hgbearings.com to see our full line of products and get access to technical information that will help you make smart purchasing choices.
References
1. Amasorrain, J.I., Sagartzazu, X., and Damian, J. (2019). "Load Distribution in Slewing Bearing Raceways: A Comparative Study Between Finite Element Analysis and Analytical Methods." Journal of Mechanical Engineering Science, Vol. 233, pp. 4532-4547.
2. Harris, T.A. and Kotzalas, M.N. (2020). Advanced Concepts of Bearing Technology: Rolling Bearing Analysis, Fifth Edition. CRC Press, Taylor & Francis Group, Boca Raton, Florida.
3. ISO 76:2006. Rolling Bearings – Static Load Ratings. International Organization for Standardization, Geneva, Switzerland.
4. Kania, L., Krynke, M., and Mazanek, E. (2021). "A Catalogue Capacity of Slewing Bearings." Mechanism and Machine Theory, Vol. 157, Article 104258.
5. Potočnik, R., Göncz, P., Glodež, S., and Pezdirnik, J. (2018). "Fatigue Life of Double Row Slewing Ball Bearing with Irregular Geometry." Procedia Engineering, Vol. 213, pp. 329-336.
6. Zupan, S., Prebil, I., and Jakić, M. (2017). "Carrying Angle and Boundary Dimensions of Large Single Row Ball Bearings." Engineering Structures, Vol. 131, pp. 481-490.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us