Maintenance tips for mining slewing bearings
Mining slewing bearings' reliability and safety are directly affected by how well they are maintained. To handle the high axial, radial, and moment loads found in open-pit and underground activities, a Mining Crane Slewing Ring needs to be carefully designed. Crane superstructures can rotate 360 degrees thanks to these special rotating bearings, which can handle rough dust, shock loads, and changes in temperature. Targeted maintenance procedures cut down on unexpected breakdowns, lower the cost of replacements, and increase the service life of bearings. Knowing the unique needs of high-hardness materials and three-row roller designs will help your repair team protect this important rotating joint, which will keep production from stopping and costing a lot of money.

Understanding Mining Slewing Bearings and Crane Slewing Rings
Mining operations depend on slewing bearings' ability to rotate to help with the exact movement of materials and the placement of equipment. These parts are the mechanical backbone that connects the top of a mobile crane to its wheels, which lets it turn smoothly while carrying huge loads.
The Critical Role of Slewing Bearings in Mining Crane Operations
In heavy machinery, Mining Crane Slewing Rings are the crucial point where fixed bases and spinning platforms connect. Unlike regular bearings that only handle loads in one direction, these special parts handle the weight of the boom sections, the forces and accelerations of the wind, and the twisting moments that come from the loads not being balanced. The three-row roller system used in advanced mining has separate raceways that can handle axial force, rotational force, and overturning moment on their own. This structural barrier keeps loads from interfering and keeps operations stable even when crawler cranes are working on rough terrain or when dragline support cranes are feeling waves from the ground.
Differentiating Bearing Configurations and Technical Specifications
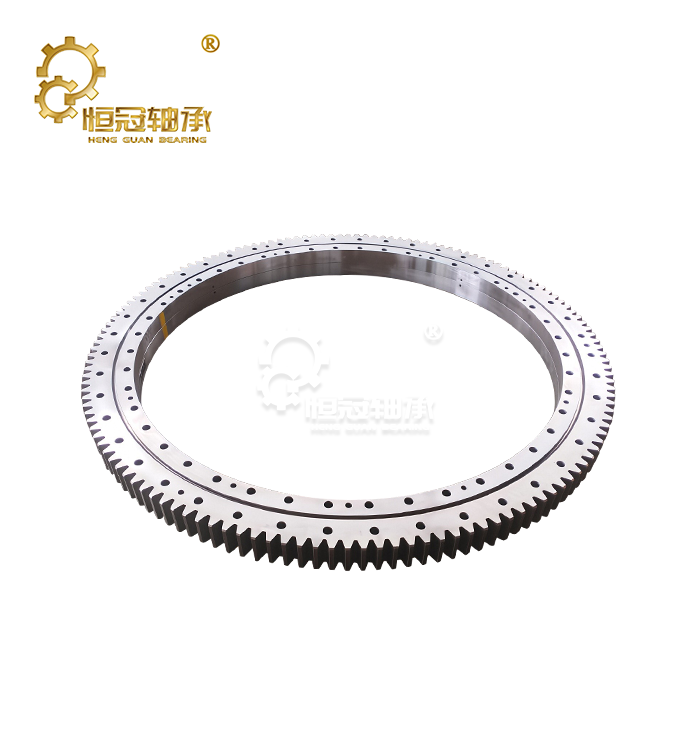
The ways that loads are distributed in the different bearing designs that can be used in mining are very different. When it comes to smaller sizes, single-row four-point contact ball designs are good for lighter-duty tasks, while double-row layouts offer more radial capacity. The three-row cylindrical roller frame is the best choice for industrial settings because it can handle more weight and absorbs shock better. High-strength alloy steels like 50Mn and 42CrMo are used to make the raceways of Mining Crane Slewing Rings. These rings have an overall hardness of 55±5 HRC, which makes them very resistant to impact and able to work in temperatures as low as -45°C. This hardness profile is rounded off by rolling elements made of GCr15SiMn bearing steel that are still flexible enough to handle quick load spikes during bucket drops or collisions.
Material Selection and Environmental Durability
To work well in mine settings, you need materials that are made to handle rough surfaces and changing temperatures. The ring body is made of 50Mn or 42CrMo alloy steels, which make it easy to machine to custom sizes between 50 and 10000 mm while still keeping its structural integrity under stress loads. Through-hardened raceways are made through heat treatment processes so that particles can't damage them. Specialized seal designs with multiple lips stop coal dust and crystalline silica from getting in. Products made for tower cranes, crawler cranes, portal cranes, and truck cranes need to be able to handle long repair intervals and ongoing job cycles. This is especially important at remote mine sites where getting new parts is hard.
Common Issues Affecting Mining Slewing Bearings and Their Root Causes
When maintenance teams know how things break, they can take steps to stop problems before they happen instead of making fixes after the fact. The harsh conditions of mine sites speed up the decline in several ways that work together to weaken the integrity of bearings.
Environmental and Operational Stressors in Mining Applications
In mining activities, slewing bearings are exposed to amounts of contamination that are much higher than those found in most industrial settings. As equipment moves, abrasive dust with metal particles, silica, and coal waste gets into sealing systems and causes three-body wear between the raceways and rolling elements. This pollution works like a grinding substance, speeding up surface wear and tear and causing pitting that turns into spalling. Extreme temperatures make these problems even worse, as the inner and outer rings of a bearing experience different amounts of thermal expansion during equipment warm-up processes. Mining Crane Slewing Rings are exposed to temperatures close to -45°C in open-pit operations in northern countries. At these temperatures, oil viscosity rises significantly, and seal materials become less flexible. Stress builds up from sudden stops, emergency brakes, and load changes, which can lead to plastic deformation if the bearing preload and mounting bolt torque specs are not followed.
Lubrication Breakdown and Mechanical Fatigue
In my experience, inadequate lubrication is the main reason why bearings fail too soon. The protected film between metal surfaces gets thinner as grease breaks down due to oxidation, water contamination, and additive loss. Stacker reclaimers and ship loaders have to work nonstop, which makes it hard to add more oil. Also, vibrations from nearby machines speed up the splitting and channeling of grease. Mechanical stress shows up as cracks starting below the raceway surfaces and spreading through repeated load cycles until the material falls off.
Design and Installation Factors Influencing Longevity
Getting the right size during the design step directly affects how often the bearing needs to be serviced over its lifetime. Undersized slewing ring bearings work closer to their stated capacity limits, which means they experience higher contact loads that make fatigue cracks grow faster. Misalignment, uneven mounting surface preparation, and wrong bolt torque values are all examples of installation mistakes that can cause stress spurs and fretting rust between surfaces that are supposed to be bonded. To keep the slewing ring from warping, the bolts that attach it to the crane base and the spinning platform need to be checked with calibrated torque tools and tightened in a certain way each time. Even small differences from the flatness requirements on mounting flanges can cause loads to be distributed unevenly through the bearing cross-section. This makes the benefits of advanced roller designs less useful.
Step-by-Step Maintenance Practices for Prolonged Slewing Bearing Life
Systematic repair plans are the basis for running a mine crane safely. When repair teams use structured processes, they can find early warning signs and fix problems before they become major problems.
Regular Inspection Protocols and Monitoring Techniques
Setting up how often to inspect bearings based on working hours and the harshness of the environment is the first step in doing effective bearing care. During shift changes, visual checks are done to find damaged seals, grease leaks, and broken mounting bolts without taking the equipment apart. Maintenance workers should look for grease stains that could mean water damage or burning, and they should also record any strange sounds the crane makes as it turns. Using mobile accelerometers for vibration research finds problems in bearings by measuring the frequency patterns of damage to the raceways and wear on the rollers.
Lubrication Best Practices for Mining Environments
Managing oil correctly is the most important upkeep task for extending the life of bearings. To choose the right grease recipe, you need to make sure that the viscosity properties match the working temperatures and that the seal materials will work with the grease. Lithium complex or polyurea-based greases with high-pressure additives and solid lubricants like molybdenum disulfide are good for Mining Crane Slewing Rings because they protect against pollution.
Setting up good greasing procedures makes sure that bearings are always protected between repair times. Important things to think about are:
- Application timing: re-grease during planned repair windows instead of continuous operation to make sure that all rolling parts get fresh grease.
- Quantity control: Make sure you follow the manufacturer's instructions for how much grease to use so you don't over-pack, which causes too much heat to be created through spinning.
- Purging contaminated grease: Use new grease until you can see a color change, which means the dirt is gone from the bearing hole.
- Temperature considerations: To keep the right flow properties in cold areas, warm bearings to at least 10°C before greasing them.
In dusty mine environments, three-row roller setups usually need to be re-oiled every 100 to 250 hours, which is a lot less time than in cleaner industrial settings. Automatic lubrication systems with programmable controls deliver exact amounts of grease at set times, which cuts down on the need for human work while still protecting bearings consistently. In order to install these centralized systems, the pressure must be monitored to see if any grease lines get clogged or seals fail, which would stop the flow of oil.
Cleaning Procedures and Corrosion Protection
Abrasive particles can't speed up wear if they are kept off exposed bearing surfaces. When cleaning is planned to happen during maintenance shutdowns, compressed air is used to remove free dust from seal contacts and mounting surfaces instead of water-based methods that add moisture. Protective coatings on uncovered mounting surfaces stop fretting rust in bolted joints, and a study of the seal lip shows wear patterns that mean the seal needs to be replaced. Corrosion is a problem that needs special protection for mining activities near the coast or in places where de-icing chemicals are used. Putting corrosion agents on the outside of the bearings and making sure the seals are properly compressed stops water from getting in and causing rust to form on the raceways.
Fastener Torque Verification and Structural Integrity
Load distribution through the slewing ring cross-section is directly affected by the stability of the mounting bolts. Vibration and temperature cycling slowly lower the bolt preload, which lets small movements happen that hurt mounting surfaces by wearing them down through stressing. Systematic torque testing using a star design makes sure that the clamping force is spread out evenly around the bearing's circle. Maintenance teams should use torque wrenches that have been calibrated to meet ISO 6789 accuracy standards and use the numbers given by the maker for bolt grade and thread state. Keeping track of the torque values during each check creates trending data that shows trouble spots that need to be looked into.
Advanced Maintenance Solutions and Technology Integration
Modern tracking technologies and new materials give mining companies the tools they need to do better upkeep and predict problems before they happen. Putting these answers together changes standard maintenance plans based on time to plans based on conditions.
Condition Monitoring Systems and Predictive Analytics
As sensor technology has improved, it is now possible to check the health of a bearing continuously without having to do anything by hand. Wireless vibration sensors that are attached directly to the housings of Mining Crane Slewing Ring send frequency spectrum data to central tracking systems. These systems use algorithms to find patterns that show when flaws are starting to form. Temperature monitors built into the sides of the raceways give real-time thermal maps that show where lubrication is lacking before damage can be seen. An IoT connection lets experts understand sensor data and suggest actions from afar, which is especially helpful for operations that need to be carried out in remote areas. Cloud-based analytics systems collect historical data from many machines, finding patterns of failure and making maintenance plans better based on what was actually seen instead of guesses.
Innovations in Wear-Resistant Coatings and Materials
New developments in surface engineering have made bearings last longer in dirty settings by covering the raceways and rolling elements with special materials. Using physical vapor deposition, titanium nitride or chromium compounds are mixed to make very hard surfaces that don't let sharp particles stick to them. These processes on the surface keep the dimensions correct and offer selfless defense against three-body wear mechanisms. Compared to traditional nitrile compounds, composite seal materials that contain PTFE and certain elastomers are better at keeping out contaminants and reducing friction. Bearing steels with changed carbide distributions are new materials that improve underground wear resistance. This is especially helpful for mining operations that use shock loads.
Quantifiable Improvements from Advanced Maintenance Integration
Mining companies that put in place thorough tracking plans have seen big improvements in their performance. A big copper mine cut unplanned crane downtime by 40% after putting vibration tracking on the slewing bearings of crawler cranes. This made it possible to change parts during regular maintenance windows instead of having to make fixes right away. After switching from fixed-interval greasing to automatic lubrication systems with contamination tracking, another case study from an Australian coal mine showed that the average bearing life was 35% longer. The initial investment in condition tracking equipment usually pays for itself in 18 to 24 months, thanks to less need for spare parts and better equipment available during busy production times.

Choosing the Right Slewing Bearing Supplier and Maintenance Partner
Choosing the right supplier has a big effect on how well bearings work over time and how much they cost to own. When looking at possible partners, you need to think about more than just the original buy price. You also need to think about their technical support and how flexible they are with customization.
Evaluation Criteria for OEM and Aftermarket Suppliers
Reliable bearing providers for Mining Crane Slewing Ring demonstrate industry expertise by offering engineering support during the specification process, helping customers select optimal configurations for their applications. Certifications such as ISO 9001 quality management standards and industry-specific accreditations like API or AGMA ensure consistent manufacturing practices.
Comparing Global Suppliers and Regional Specialists
International bearing makers like SKF, Timken, and NSK have a lot of different products and sell them all over the world. This makes common setups easy to find. These well-known names usually come with full warranty terms and detailed technical paperwork to help with upkeep. Regional experts and makers, such as Luoyang's Heng Guan Bearing Technology, have a lot of experience making slewing rings and can offer reasonable prices and a lot of customization options. Heng Guan is in China's bearing manufacturing center, which gives them access to high-tech production tools and precision grades from P0 to P4, which are needed for uses that need tight standards.
Procurement Strategies and Lead Time Management
Longer production rounds are common for large-diameter slewing bearings, but good purchase planning takes this into account. Custom units with a diameter of more than 2000 mm usually take 12 to 16 weeks to deliver, so they need to be ordered ahead of time based on planned repair plans. Setting up a framework that deals with suppliers helps keep prices stable and gives importance to production during times of high demand. When a business has a lot of similar machines, buying them all at once can save money on each one and make sure there are spares on hand, but keeping an inventory must be set against the cost of buying something quickly in case of an emergency. Technical specs should make it clear what the required quality paperwork, material certifications, and size limits are so that there aren't any expensive returns or delays in installation.
Conclusion
For mining slewing bearings to be properly maintained, they need to be inspected regularly, oiled properly, and have smart ties with suppliers. The three-row roller design in Mining Crane Slewing Rings provides a high load capacity when backed by the right maintenance procedures, such as checking for vibrations, preventing contamination, and making sure that all fasteners are intact. Advanced condition tracking technologies make it possible to switch from reactive repairs to proactive maintenance plans, which greatly cuts down on unexpected downtime. Wear-resistant coatings and extreme-duty greases are examples of new materials that have made service times longer, even in tough mining settings. When you choose providers that offer customization, full expert support, and proven production quality, you can be sure that your business will be successful for a long time and that the total cost of ownership will be low throughout the lifecycle of your equipment.
|
|


FAQ
What are the recommended inspection intervals for mining crane slewing rings?
The number of inspections needed depends on the working conditions, but as a general rule, mining uses should have eye checks every 250 to 500 hours for Mining Crane Slewing Rings. Checks may need to be done more often in places where there is a lot of dust or where work is done all the time. At each check, the state of the seals, the quality of the grease, the torque of the mounting bolts, and the speed of the rotation should all be checked. Every three months or whenever strange sounds or changes in performance happen, vibration analysis and thermography can give you more diagnostic information.
Which warning signs indicate immediate bearing replacement is necessary?
Important signs that need immediate attention include grinding or clicking sounds during rotation, too much play or backlash in the rotating axis, cracks that can be seen in the bearing ring or raceways, and a lot of grease leaking with metal bits. Temperature rises of more than 20°C above usual working levels or changes in shaking amplitude of more than 50% from baseline data should also be looked into right away. If you keep running the machine after these signs show up, it could fail catastrophically and damage the support structures.
How do improper maintenance practices affect warranty coverage?
Manufacturers usually condition guarantee validity on following certain maintenance steps, such as using the right type of oil, re-lubricating at the right time, and verifying the torque of mounting bolts in writing. If you use greases that don't work well together, use more than the suggested load, or don't keep the machine properly oiled, the guarantee may be voided. Keeping specific service records with times, processes done, and measurements taken shows that you're following the manufacturer's instructions and helps with warranty claims if something breaks down early.
Partner With Heng Guan Bearing for Reliable Mining Crane Slewing Ring Solutions
To keep your mining operations running at their best, you need more than just regular maintenance. You need a reliable slewing bearing maker who knows how to handle the unique challenges of heavy-duty uses. Heng Guan Bearing Technology makes high-quality mining crane slewing rings with three-row roller designs that last a long time and can be customized from 50 to 10000 mm to fit your exact needs. Our goods are made of high-strength alloy steel, have hardness values of 55±5 HRC, and use GCr15SiMn rolling elements. This makes sure they work well in even the harshest conditions. We offer full technical support, including customized optimized design and production that can be changed to fit your needs. You can email our engineering team at mia@hgb-bearing.com to talk about your specific needs, ask for special solutions, or place an order with a reliable Mining Crane Slewing Ring provider that is dedicated to quality and building long-term relationships. You can see our full line of products at www.hgbearings.com and learn more about how Heng Guan builds the future through accurate production and service that puts the customer first.
References
1. Budynas, R.G. & Nisbett, J.K. (2020). Shigley's Mechanical Engineering Design (11th ed.). McGraw-Hill Education, Chapter 11: Rolling-Contact Bearings.
2. Harris, T.A. & Kotzalas, M.N. (2007). Essential Concepts of Bearing Technology (5th ed.). CRC Press, Section 8: Large Diameter Bearing Applications.
3. International Organization for Standardization (2018). ISO 76:2006 - Rolling bearings - Static load ratings. ISO Technical Committee 4.
4. Kragelsky, I.V., Dobychin, M.N. & Kombalov, V.S. (2013). Friction and Wear: Calculation Methods. Elsevier Science, Chapter 7: Wear in Contaminated Environments.
5. Society of Tribologists and Lubrication Engineers (2019). Lubrication Fundamentals (3rd ed.). STLE Publications, Chapter 15: Grease Lubrication of Heavy Equipment.
6. Warda, B. & Chudzik, A. (2016). Fatigue Life Prediction of the Slewing Bearing Raceway. Mechanism and Machine Theory, 99, 165-186.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us