Excavator Ring Gear Maintenance Tips for Longer Service Life
Maintaining the slewing system on your excavator is important for keeping it running at full capacity and cutting down on costs. At the heart of this system is the Excavator Ring Gear, a precisely designed part that lets the upper part of the machine rotate smoothly around all 360 degrees. Heng Guan Bearing has been making things for 20 years, and in that time we've witnessed how proper care can change how well equipment works. This guide gives useful tips for people who work in mining and building to make their heavy machinery last longer, have less downtime, and keep their investment safe.

Understanding Excavator Ring Gear and Its Function
The slewing bearing system is held together by the Excavator Ring Gear, which is placed between the upper and lower machine parts in a smart way. This important transmission component fits perfectly with the slewing motor pinion to make it easier to turn even when the load is very high.
How Ring Gears Enable Slewing Motion
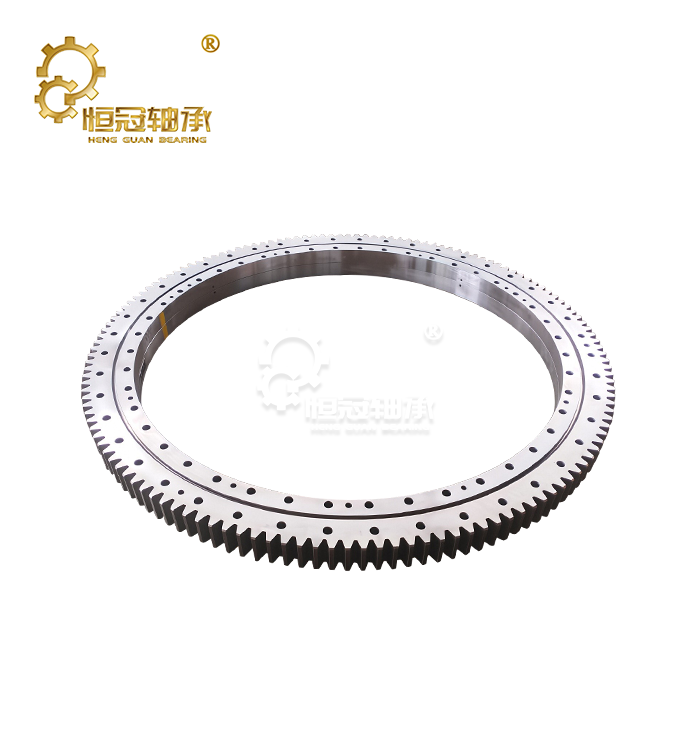
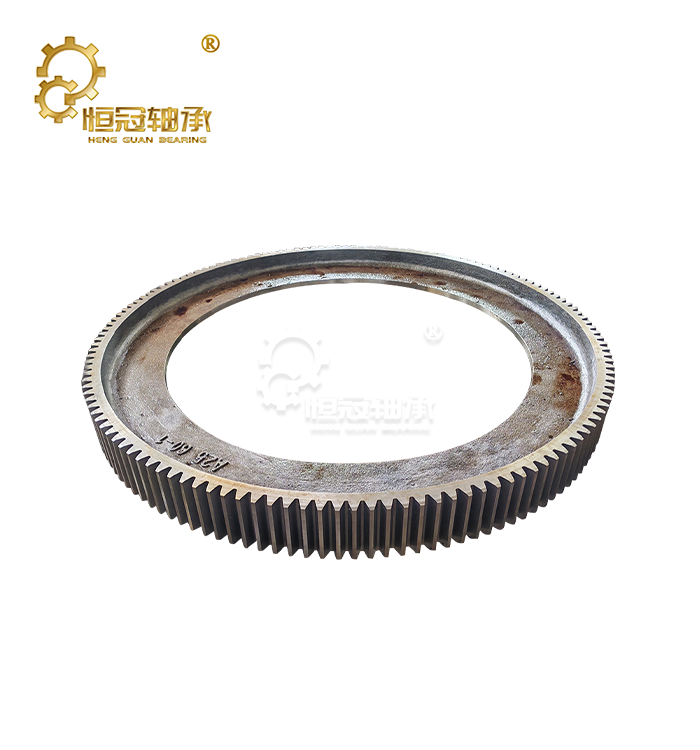
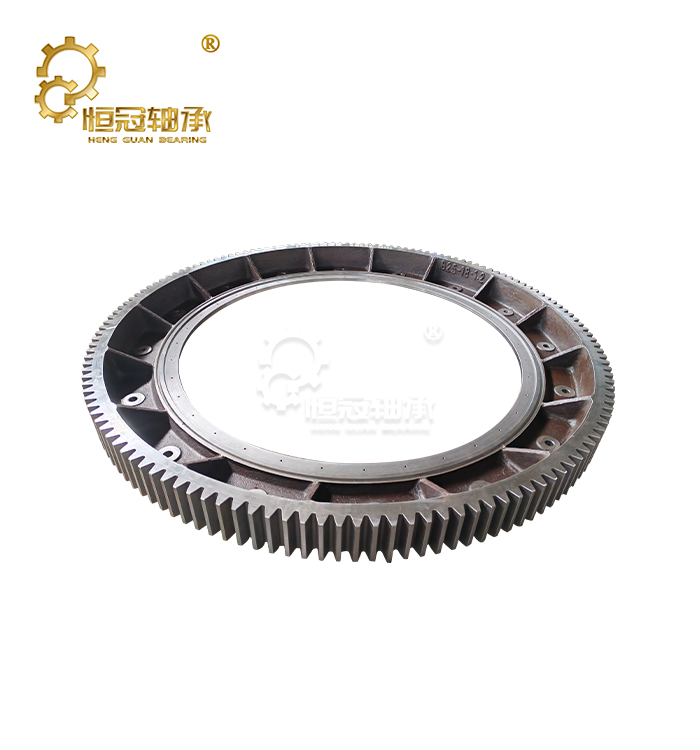
When it's working, the slewing motor turns a small pinion that fits into the bigger Excavator Ring Gear's teeth. This set of mechanics makes a gear reduction system that turns a motor's high-speed spinning into strong, controlled slewing movement. The one-piece tooth design we manufacture ensures consistent power transmission without structural weak spots, letting operators accurately place heavy loads.
Material Composition and Performance Impact
Quality materials directly affect how long something lasts and how reliable it is. For our Excavator Ring Gears, we use high-strength alloys like 42CrMo and 50Mn steel, which were chosen because they are both tough and resistant to wear. The integrated tooth profile goes through heat treatment processes that harden the surface to HRC 55–60 while keeping the core tough. This makes components that can handle the repeated loads that happen in mining and building settings. Our global customer base includes small excavators that do landscaping work and very big mining machines that process hundreds of tons of rock every hour. This material engineering method has worked well for all of them.
Size Specifications and Application Range
Depending on their working class, modern excavators need Excavator Ring Gears with different sizes. Our production ranges from 800mm to 2500mm in diameter, with module configurations ranging from 8 to 16 and thicknesses from 80mm to 200mm. Small excavators that weigh between 1 and 6 tons usually use small Excavator Ring Gears. On the other hand, mining equipment that weighs more than 45 tons needs strong designs that can handle more weight. Being aware of these specifications helps procurement teams choose components that work with the limits of their tools while still leaving enough room for error.
Common Causes and Signs of Excavator Ring Gear Failure
Seeing patterns of wear and tear before they become catastrophic saves both the tools and the project schedule. We've found a few common ways for the Excavator Ring Gear to go wrong through our technical china excavator ring gear support work with OEMs and maintenance providers in more than 50 countries.
Mechanical Stress and Fatigue
Repeated load cycles weaken the structure of a material over time. This is especially true in situations where the load changes direction often or there is shock loading. The stress levels are higher for mining machines that work in rock than for those that work in soil. During each slewing operation, a lot of force is put on the sides of the teeth. If maintenance intervals are missed, tiny cracks can grow over time.
Installation-Related Issues
Incorrect mounting methods are to blame for a large portion of the early failures we see during field assessments. When the Excavator Ring Gear and pinion are not lined up correctly, the teeth don't touch each other evenly, which causes wear to concentrate on limited surface areas. If the torque requirements for installing bolts are not met, the connecting surfaces may be able to move, which can cause fretting corrosion and loosening over time.
Warning Signs Requiring Immediate Attention
Operators and maintenance technicians should keep an eye on a few important signs:
- Abnormal noise patterns: Grinding, clicking, or rattling sounds during slewing suggest that teeth are damaged or there is dirt between the meshing surfaces.
- Increased vibration: Too much movement felt through the operator cabin can mean that the parts are wearing out or that the mountings are loose.
- Backlash expansion: More play in the slewing system before motion starts is a sign of worn teeth or bearing deterioration.
- Reduced positional accuracy: Trouble placing the boom precisely shows that mechanical wear is affecting control accuracy.
In the mining and building industries, equipment downtime can cost more than a thousand dollars a day. When an Excavator Ring Gear fails and needs to be replaced right away, it throws off project plans, costs more in labor, and could damage nearby components. According to data from our aftermarket support network, proactive maintenance cuts total ownership costs by 30-40% compared to reactive replacement methods.
Effective Maintenance Practices for Longer Excavator Ring Gear Service Life
Using systematic maintenance procedures greatly increases the life of components while keeping them reliable for use. Leading equipment manufacturers like Caterpillar and Komatsu have shown that focused preventive care doubles the life of the Excavator Ring Gear compared to methods that only do minimal maintenance.
Inspection Protocols and Frequency
Maintenance plans that work are built around regular visual and physical checks. For normal operations, we suggest checking the Excavator Ring Gear teeth once a month. For heavy-duty tasks like demolition or underground mining, this should be done every week.Technicians should look for pitting, scoring, or cracking patterns on the sides of teeth during inspections. By running a clean cloth along the sides of the teeth, you can find burrs or rough spots that show early signs of wear. When a surface check shows problems, magnetic particle testing gives a more in-depth look, letting teams figure out how deep the cracks are and how long the product will last.
Lubrication: The Critical Protection Factor
When lubrication is done right, it forms a protective film between metal surfaces that greatly reduces friction and stops corrosion. The strategy for lubrication needs to cover both the Excavator Ring Gear teeth and the raceways that hold up the slewing bearing.Lubricant selection: For most uses, high-pressure gear oils with EP (extreme pressure) additives work well. Operations that take place in cold climates need low-temperature formulations that can keep their thickness when it freezes, while operations that take place in hot climates benefit from synthetics that are stable at high temperatures.Application technique: Make sure all surfaces are clean before putting on new lubricant so that it doesn't trap abrasive particles. Use grease guns or spray applicators to make sure that all tooth surfaces are covered, paying extra attention to the root areas where stress builds up. Wipe away any extra material that might attract dust and debris.Interval determination: Standard advice says to lubricate every 100 hours of operation, but in harsh situations, it should be done more often. In places with a lot of dust, intervals need to be shortened because airborne particles get into lubricant films more quickly. Our technical team helps clients make custom schedules that take into account their individual operational needs and the environment.
Contamination Prevention and Cleaning
Dirt, metal shavings, and moisture all speed up wear by china excavator ring gear a huge amount. Setting up barriers against contamination protects the large investment in precision parts. After each work shift in dusty conditions, compressed air cleaning removes accumulated debris from tooth surfaces and gear mesh zones. Do not use high-pressure washing directly onto gear teeth, as this can push contaminants into critical areas instead of removing them. When you replace seals or protective covers, make sure you look for damage carefully and replace any worn components right away to maintain system integrity.
Real-World Success Examples
A Nevada mining contractor put in place thorough maintenance plans for their fleet of large excavators, such as checking them every two weeks and finding the best times to lubricate them. Over the course of three years of monitoring, they saw a 65% drop in slewing system failures and an increase in the average Excavator Ring Gear service life from 8,000 to 13,500 hours of use. The program worked because it combined regular care with training for operators, making the organization more aware of early warning signs and the right way to run machines so that they don't put extra stress on drivetrain components.
Selecting the Right Excavator Ring Gear for Maintenance and Replacement
When the service life is getting close to its natural end or the damage is too great to be fixed, it's important to choose the right new components. This choice affects how well the technology works, how often it needs repair, and the long-term costs of running the business.
OEM Versus Aftermarket Comparison
Original equipment manufacturer parts are guaranteed to work with other components and usually come with a full warranty. Their premium prices, on the other hand, can make maintenance budgets tight, especially for older equipment or large fleets. When bought from reputable companies that maintain strict quality controls, quality aftermarket Excavator Ring Gear options can save you a lot of money.At Heng Guan Bearing, we use advanced CNC machining technology and production methods that are ISO9001-certified to make aftermarket components that meet or exceed OEM specifications at prices that are fair. The engineers on our team check the dimensions and test the materials to make sure they fit perfectly and work just like the original parts. We've been serving global markets for 20 years, which has helped us learn more about the tolerance requirements and design preferences of different equipment manufacturers.
Standard Versus Reinforced Configurations
For applications in very difficult situations, better designs with extra features that go beyond standard specifications are better. Reinforced Excavator Ring Gears use upgraded materials, more heat treatment steps, or geometric modifications to make them stronger and better at handling impact.Mining operations, demolition work, and applications with high shock loading justify the incremental investment in premium components. The extended service life and reduced failure risk in these tough scenarios pay off in the long run by reducing downtime and the need for replacements more often. Conversely, standard configurations work well for general construction and light-duty tasks, so premium features are not a required expense.
Cost-Benefit Analysis Framework
When making a purchase decision, the total lifecycle costs should be taken into account, not just the original purchase price. A comprehensive analysis considers:
- Material quality impact: Superior metals and more precise manufacturing cost more but deliver extended wear life. Calculate cost per operating hour rather than absolute component price.
- Compatibility assurance: Poorly fitting components can make installation harder, cause accelerated wear, and potentially cause problems with the warranty. Check the dimensional accuracy and consult with suppliers about application-specific requirements.
- Supply chain reliability: Procurement risks are lower when you have relationships with manufacturers who offer consistent availability and technical support. Emergency replacements often carry expedited shipping costs and premium pricing, making supplier partnerships valuable for long-term planning.
Evaluating Supplier Credibility
Partner with manufacturers who have shown they can do what they say they can do and are committed to the industry. Production certifications, the availability of technical engineering support, quality documentation practices, and customer references from similar applications are some of the most important things to look at when judging. Our facility in Luoyang—China's historic bearing manufacturing center—leverages regional expertise and specialized equipment including CNC vertical lathes and gear hobbing machines producing parts for everything from 1-ton compact excavators to 800-ton mining giants.

Repair and Replacement Guidelines for Excavator Ring Gears
To figure out whether repair or replacement is the best option, you need to carefully look at the severity of the damage, the costs, and the operational requirements of the Excavator Ring Gear.
Damage Assessment Criteria
Minor surface wear, limited pitting, or isolated tooth damage Excavator Ring Gear may allow repair interventions that save money and increase service life. When wear hasn't penetrated beyond surface hardening depths, gear regrinding removes damaged material and restores proper tooth geometry. This approach works well when most of the component remains serviceable and the time needed for repairs fits with maintenance windows.Conversely, if there are extensive cracks, significant material loss affecting multiple teeth, or damage that goes all the way through to the gear body, the whole thing needs to be replaced. Attempting repairs under these conditions risks catastrophic failure during operation, creating safety hazards and potentially damaging expensive adjacent components like slewing motors and mounting structures.
Repair Techniques and Required Tools
Professional repair procedures demand specialized equipment and expertise. Gear hobbing machines return tooth profiles to original specifications, and heat treatment facilities reestablish surface hardness properties after material removal. Some problems can be fixed on-site by mobile repair services, but comprehensive restoration typically requires workshop facilities with controlled environments and precision machinery.Maintenance teams should partner with qualified service providers possessing documented experience with slewing system components. Improper repairs create geometric inconsistencies causing accelerated wear, noise, and vibration issues compromising equipment performance.
Installation Best Practices
Whether a new component achieves its design service life or fails prematurely depends on how well it was installed. First, clean all of the mounting surfaces very well, getting rid of any old sealant residue, corrosion, or contamination. Verify that supporting structures remain dimensionally stable—distortion from previous failures can prevent proper seating and alignment.Position the Excavator Ring Gear ensuring accurate concentricity with the slewing bearing centerline. Before tightening the mounting bolts, use alignment tools and measurement devices to confirm proper placement. Follow the torque sequences and values specified by the manufacturer when installing fasteners, typically moving in a star pattern to avoid uneven loading. After initial tightening, allow the assembly to settle, then perform a secondary torque verification ensuring all fasteners meet specifications.Before returning equipment to full production, conduct operational testing verifying smooth rotation throughout the complete 360° range. Monitor for abnormal noise, vibration, or resistance indicating installation issues requiring correction. Apply initial lubrication generously, allowing protective films to establish across all tooth surfaces.
Warranty Considerations and Support
Quality manufacturers stand behind their products with comprehensive warranty programs addressing material defects and manufacturing issues. Understand coverage terms, duration, and claim procedures before purchase. Document installation processes, operating conditions, and maintenance activities supporting potential warranty claims should premature failures occur.Technical support availability proves invaluable during installation and commissioning phases. Our engineering team at Heng Guan provides consultation services helping customers navigate application-specific challenges, optimize maintenance programs, and troubleshoot performance concerns. This partnership approach extends beyond simple component supply, creating collaborative relationships supporting long-term equipment reliability.
Conclusion
Maintenance on an Excavator Ring Gear has a direct effect on how well it works, how long it lasts, and how profitable a job is in both the mining and construction industries. Understanding component functions, recognizing failure indicators, implementing systematic maintenance protocols, and making informed replacement decisions create sustainable equipment management programs. Our experience manufacturing precision slewing components for diverse applications worldwide demonstrates that proactive care extends service life significantly while reducing total ownership costs. The strategies outlined here empower maintenance professionals, procurement managers, and engineering teams to optimize their heavy equipment investments through disciplined attention to these critical drivetrain elements.
|
|


FAQ
1. How often should I inspect my excavator's ring gear?
Standard practice recommends monthly visual inspections during normal operating conditions. Applications involving high dust levels, shock loading, or continuous operation benefit from weekly examination schedules. Operators should remain alert to performance changes between formal inspections, investigating any unusual noise, vibration, or movement immediately rather than waiting for scheduled maintenance intervals.
2. Are aftermarket ring gears reliable alternatives to OEM parts?
Quality aftermarket components from established manufacturers offer excellent reliability when properly specified and installed. Verify that suppliers maintain ISO certifications, utilize appropriate materials, and provide dimensional documentation confirming compatibility. Our aftermarket Excavator Ring Gears undergo 100% magnetic particle inspection and tooth geometry verification, delivering performance matching OEM standards at more accessible price points for budget-conscious operations.
3. What signs indicate immediate ring gear replacement is necessary?
Critical indicators demanding prompt action include visible cracking penetrating tooth surfaces, multiple broken or heavily worn teeth, substantial backlash preventing accurate load positioning, and persistent noise despite proper lubrication. These conditions create safety risks and threaten adjacent components, making continued operation inadvisable until replacement occurs.
Partner with Heng Guan for Superior Excavator Ring Gear Solutions
To keep equipment running at its best, it needs reliable components and expert technical support. Heng Guan Bearing Technology specializes in manufacturing precision Excavator Ring Gear solutions spanning 800mm-2500mm diameters, utilizing advanced CNC machining and heat treatment processes that deliver exceptional durability for demanding applications. Our custom engineering capabilities address non-standard requirements, whether you need modified tooth profiles, specialized materials, or unique dimensional specifications. As a trusted manufacturer serving global markets, we combine competitive pricing with quality assurance protocols ensuring every component meets rigorous performance standards. Contact our technical team at mia@hgb-bearing.com to discuss your specific requirements, request detailed specifications, or obtain volume pricing for fleet maintenance programs supporting your operational objectives.
References
1. Budynas, Richard G., and J. Keith Nisbett. "Shigley's Mechanical Engineering Design." McGraw-Hill Education, 11th Edition, 2019.
2. American Gear Manufacturers Association. "AGMA 2001-D04: Fundamental Rating Factors and Calculation Methods for Involute Spur and Helical Gear Teeth." American Gear Manufacturers Association, 2004.
3. Deutschman, Aaron D., Walter J. Michels, and Charles E. Wilson. "Machine Design: Theory and Practice." Macmillan Publishing, 1975.
4. Society of Tribologists and Lubrication Engineers. "Machinery Lubrication Magazine: Gear Lubrication Best Practices." STLE Publications, 2018.
5. Radzevich, Stephen P. "Dudley's Handbook of Practical Gear Design and Manufacture." CRC Press, 3rd Edition, 2016.
6. International Organization for Standardization. "ISO 6336: Calculation of Load Capacity of Spur and Helical Gears." ISO Standards Collection, 2019.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us

_1769754530742.webp)