Decoding Crane Slewing Bearings: An Engineer's Guide
When engineers have to deal with rotating problems in big lifting equipment, the Crane Slewing Ring is the part that makes stability and movement possible. This special rotation bearing is the mechanical backbone that lets the crane move in all directions and handle the axial, radial, and moment loads that are common in modern crane operations. Knowing how these engineered assemblies work is the difference between buying the right tools and having expensive operating problems. Working with OEM makers and repair teams in the mining and construction industries for many years, I've seen firsthand how choosing the right Crane Slewing Ring can have a huge effect on the efficiency, safety, and total cost of ownership of a piece of equipment.

Understanding Crane Slewing Rings: Fundamentals and Functionality
The Core Architecture of Rotational Bearing Systems
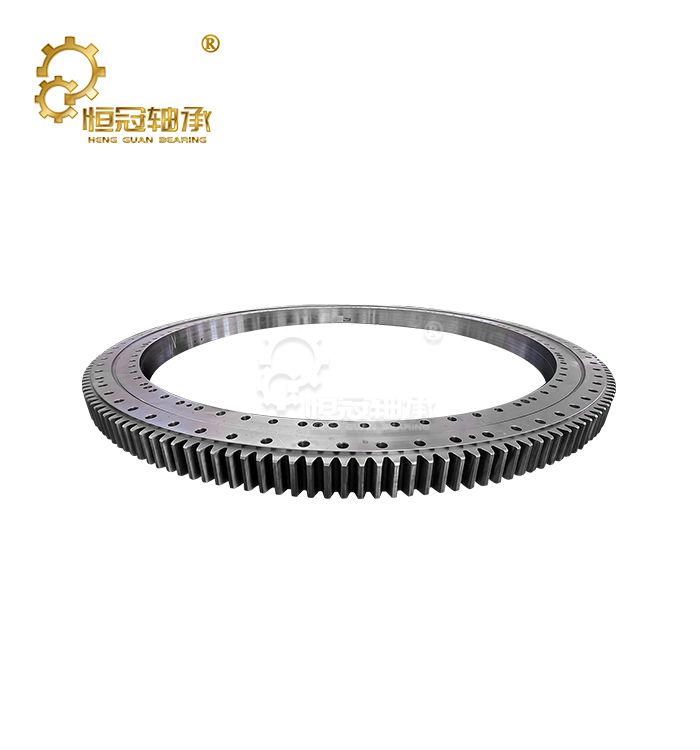
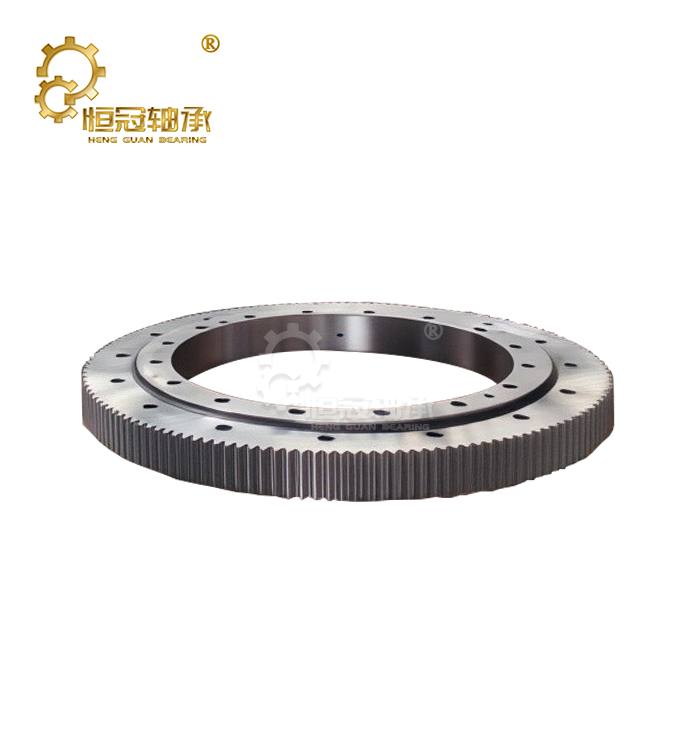
Crane Slewing Ring represents a special kind of large-diameter rolling element bearing that is made to handle heavy loads when they rotate. These parts handle slow-speed oscillation under extreme load vectors, while normal ball bearings are made for high-speed Shaft spinning. The basic form has two concentric rings, called an inner race and an outer race. Rolling parts are placed between carefully machined raceways. These rolling elements can be made up of balls in four-point contact patterns, cylinder rollers in single or double-row setups, or three-row roller combinations for very heavy-duty uses. The shape of the raceway directly affects how the load is distributed. Four-point contact ball designs work best when the axial and radial loads need to be similar, while roller layouts work best when the thrust is mostly axial, which is common in tower cranes and gantry systems.
Mechanical Principles Behind Load Transfer
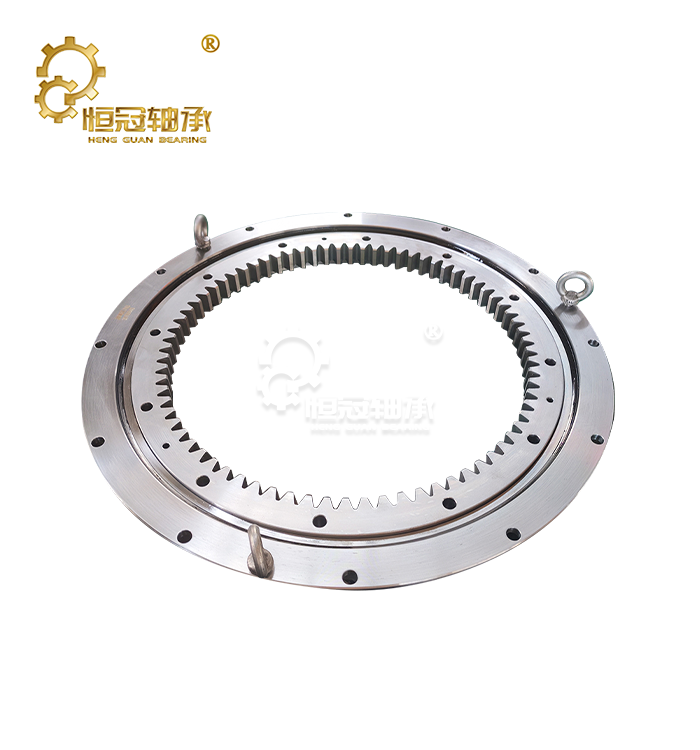
The way that Crane Slewing Ring distributes weight is what makes them so cleverly designed. There are three force vectors acting at the same time on the slewing interface when a mobile crane turns its boom assembly: vertical weight causes axial loads, lateral wind resistance causes radial forces, and boom extension causes tilting moments. These complicated stress patterns are changed into even pressure across the raceway contact patches by a Crane Slewing Ring that is properly defined. The contact angle, which is usually 45 degrees for four-point ball shapes, makes this multidirectional load control work best. Gear teeth built into the edge of the ring connect with pinion drives, turning motor power into controlled rotational movement. Standard slewing bearings may use friction drives or external spinning systems, while Crane Slewing Rings have gears built right in.
Sealing Systems and Environmental Protection
In building, mining, and port sites, where rotational bearings are used, they are exposed to pollution that quickly lowers their performance. A protective shield made of specialized sealing systems keeps gritty particles from getting into the internal raceways. Multi-lip seals that use elastomeric materials and steel deflectors to make a maze of paths that keep lubricating grease in the track zone while blocking dust, moisture, and debris. Modern seals have contact parts that are filled with springs so that the sealing pressure stays the same even when the temperature changes and the seal is worn down. The efficiency of the seal directly affects the china crane slewing ring, which affects how long it should last. For example, premium sealing configurations can go beyond 10,000 hours of operation in heavy-duty mining crane uses, while basic seal designs can only go 3,000 hours.
Comparative Analysis: Selecting the Right Crane Slewing Ring for Your Needs
Material Composition and Performance Trade-offs
When choosing rotary bearings for cranes, the choice of material has a big effect on both the original investment and the costs over the life of the bearings. Most industry uses are for carbon steel alloys, usually in 42CrMo or 50Mn grades. These metals have great strength-to-cost ratios and can be machined into any shape. Through induction hardening or carburizing processes, these materials reach surface hardness levels of 55–62 HRC. This level of wear protection is good for most building and material handling situations. Stainless steel types, especially 316 and 440C grades, are more expensive but have better rust resistance, which is important for marine port cranes and chemical processing plants where the climate speeds up the breakdown of carbon steel. The choice of material goes beyond just the rings. The composition of the rolling elements, the materials used for the cages, and the grades of the fasteners must all match the metals of the base rings to avoid galvanic rusting and make sure that the rings expand and contract uniformly.
Configuration Options and Load Distribution
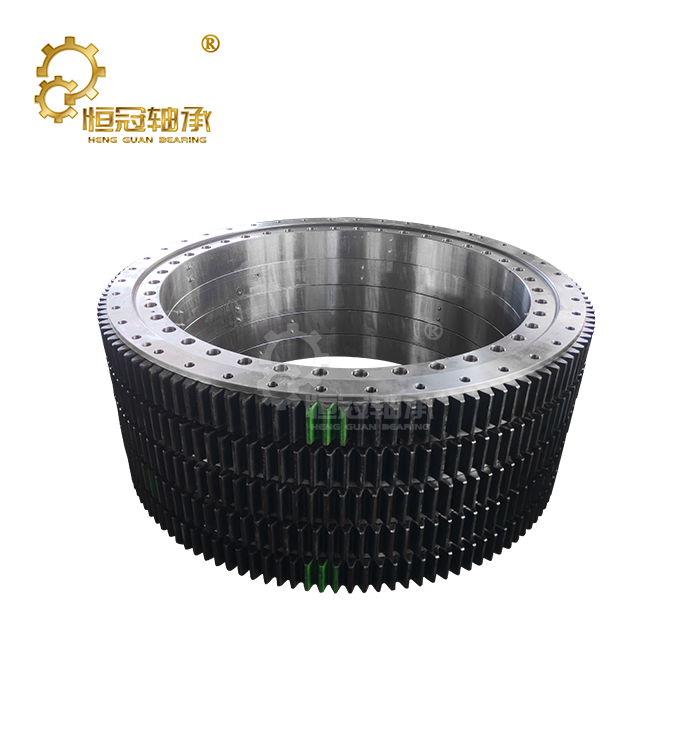
The choice between single-row and double-row ball configurations is a key one that affects both load capacity and operating accuracy. Single-row four-point contact designs work best when the axial height needs to be small, and the load needs to be handled evenly in both directions. This makes them perfect for mobile crane installations where mounting measurements are limited by the room. In double-row arrangements, two different sets of balls are placed in separate raceways. This essentially doubles the load capacity and increases stiffness, which lowers deflection under heavy moment loads. Three-row roller designs have a circular roller row in the middle and two tapered or spherical rows on either side. This makes them the best way to support loads for very big tower cranes and offshore platform cranes that handle more than 500 tons. Understanding peak loads, duty cycles, and moment-to-axial load ratios is important for choosing the right design. This way, the chosen bearing will work in the best stress levels instead of at capacity limits, where wear happens more quickly.
Precision Grades and Application Alignment
The accuracy of the bearing has a direct effect on how smoothly it works, how precisely it positions itself, and how it vibrates. Standard industrial grades that meet P0 tolerances are fine for basic building crane needs, where placement accuracy within a few millimeters is fine. Automated systems for moving containers and precise assembly cranes need accuracy levels of P6 or P5. This means that raceway dimensions must be tightened and roundness requirements must be met in order to reduce radial and axial runout. The investment in an accuracy grade pays off by reducing sound transfer, increasing the life of the gear mesh, and making the load distribution more even. At Heng Guan, we make Crane Slewing Rings in all precision levels, from P0 to P4. This way, procurement teams can choose accuracy levels that match actual operational needs instead of over-specifying tolerances that raise costs without improving performance.
Comprehensive Maintenance and Installation Guide for Crane Slewing Rings
Installation Protocols and Alignment Procedures
Proper installation sets the stage for long-lasting bearing performance, but mistakes made during field assembly are still the main reason why bearings fail before they should. Both the crane base and the turret sections must have mounting surfaces that are flat enough to meet standards that usually say there can be less than 0.5 mm of difference across the bolt circle width. To make sure that loads are distributed evenly and there are no stress points, the surface roughness shouldn't be higher than Ra 6.3. Before putting the Crane Slewing Ring in place, clean the mounting surfaces very well, getting rid of paint, rust, and other things that could cause uneven contact spots. Place the bearing so that the gear mesh orientation lines up with the requirements for pinion engagement. Then, place the mounting bolts in a star design. To apply torque, you have to do it three times: the first time, you tighten the bolt to 30% of the stated torque, the second time, to 60%, and the last time, to 100%. This lets the bolt's elongation settle and makes sure that the preload is spread out evenly. The calibrating certificate for the torque wrench should be up to date, since even small changes of 10% in torque can cause uneven clamping forces that bend the raceway.
Lubrication Strategies for Extended Service Life
Whether a Crane Slewing Ring lasts as long as it's supposed hina crane slewing ring to or breaks down early because of raceway galling and fretting rust depends on how well the lubrication is managed. Extreme pressure (EP) ingredients in lithium-based greases make them good for most general uses because they give the film enough power and resistance to water. Despite having higher ingredient costs, calcium sulfonate complex greases work better in hot settings and last longer between re-lubrication cycles. The frequency of lubrication plans depends on the job cycle severity. For example, wind turbine yaw bearings need to be oiled once a month, while mobile cranes that are only used sometimes may need to be oiled every three months. Low-pressure grease guns should be used to apply grease through the proper greasing ports. Make sure that the seal contact doesn't let any grease escape, which means that the raceways are properly filled. Do not over-grease, as this causes too much churning resistance and heat building, which weakens the lubricant's qualities.

Procurement Insights and Supplier Selection for Crane Slewing Rings
Evaluating Manufacturer Capabilities and Quality Systems
When choosing a supplier, it's not just about price; it's also about the supplier's production skills, quality assurance systems, and technical support infrastructure. Well-known companies like SKF and Timken have decades of experience working with metals and use precise production methods to make sure that the parts are the right size and made of the same material. Some local companies, like Heng Guan in Luoyang, use specialized bearing production environments that have a lot of suppliers and skilled technical workers. This lets them offer reasonable prices without lowering quality standards. When looking at possible sources, make sure they have an ISO 9001 certification that shows they handle quality in a planned way. You should also look over their inspection procedures, which should include raceway hardness testing, dimensional verification reports, and material tracking paperwork. Custom engineering services from manufacturers can help with efficiency by changing the specs of gear modules, making bolt patterns fit existing structures, or adding special coatings that deal with specific weather problems.
Navigating Lead Times and Order Quantities
Catalog goods from major makers usually ship within 4 to 6 weeks. Custom configurations, on the other hand, need 8 to 12 weeks of lead time to allow for engineering validation and specialized production processes. Large-volume producers may set minimum order quantities of 10 units for custom specifications, while specialized manufacturers like Heng Guan can handle orders for just one unit because they know that crane OEMs and maintenance operations often need replacement Crane Slewing Ring for just one crane instead of production quantities. There are extra fees for rush orders, but they can cut wait times by 30 to 40 percent when the cost of machine downtime makes it worth it. Strategic buying teams keep working relationships with several suppliers in various geographical areas. This creates a supply chain redundancy that lowers the risk of interruption caused by problems with regional transportation or limited capacity.
Ensuring Long-Term Performance: Advances and Trends in Crane Slewing Rings
Material Innovation and Surface Treatment Technologies
The function and expected service life of bearings are always hina crane slewing ring getting better, thanks to progress in metalworking. Vacuum degassed steel production gets rid of tiny flaws that can cause cracks. This makes the material 20–30% more resistant to wear than regular steel processing. With computer-modeled carbon diffusion profiles, carburizing processes can now precisely control the case depth. This makes the best hardness gradients that balance toughness at the core and resistance to wear on the surface. Physical vapor deposition coatings put thin layers of ceramic on the raceway surfaces. This greatly lowers the coefficients of friction and makes the coatings better at protecting against rust in marine settings. As the cost of making things goes down, these new material technologies make their way into common production, slowly turning into normal features instead of high-end options.
Smart Monitoring Integration
Digital condition tracking systems change reactive maintenance methods into predictive ones that help choose the best time for repair and stop problems from happening out of the blue. Embedded sensor systems constantly record shaking patterns, temperature profiles, and spinning torque. They send this information to cloud-based analytics platforms that use machine learning algorithms to find small signs of performance degradation. These methods let maintenance teams know ahead of time—usually 500 to 1,000 working hours—when a bearing's condition gets too bad to avoid failure. The addition of sensors comes with a small cost premium during the original purchase, but it pays for itself many times over in reduced downtime and better use of upkeep resources. Heng Guan works with automation partners to create Crane Slewing Ring designs that are sensor-compatible and allow tracking systems to be added without affecting the strength of the structure or the efficiency of the seals.
Sustainability and Circular Economy Approaches
As companies work toward carbon reduction goals and cycle economy concepts, they are becoming more and more concerned about the environment when making purchasing decisions. Bearing remanufacturing programs replace worn-out rolling elements and raceways while keeping physically sound base rings. This extends the life of parts and uses 60–70% less material than new unit production. Manufacturers who use green energy to power their electric arc furnaces to make steel leave much smaller carbon footprints than those who use traditional blast furnaces. Bearing designs that focus on serviceability—like modular seal replacements, easily available lubrication points, and bolt-on gear segments—make it easier to do maintenance tasks that increase the life of the bearing without having to replace the whole unit. Environmental responsibility and economic efficiency are brought together by these sustainability factors, which help make purchasing choices that meet both operational needs and company responsibility goals.

Conclusion
Crane slewing rings are an important part of modern lifting equipment because they allow it to rotate, which is necessary for many useful tasks in the building, mining, and material handling industries. To choose the right component, you have to weigh technical details like load capacity, accuracy grades, and material makeup against the needs of the application and the total cost of ownership over its lifetime. If these parts last as long as they're supposed to, or break down early and cause expensive problems, it depends on how well they are installed, how often they are serviced, and how well the suppliers are connected. New technologies, like improved materials, predictive tracking systems, and design methods that focus on sustainability, keep improving performance and meeting changing industry needs. When engineering teams and procurement workers know these basic technical concepts, they can help their companies make decisions that improve the stability and efficiency of their tools.
FAQ
1. What distinguishes a crane slewing ring from standard slewing bearings?
What makes a Crane Slewing Ring different from other slewing bearings? Crane slewing rings have gear teeth cut right into the body of the ring. This lets the rotation drive systems connect directly with the pinion. Some standard slewing bearings use friction drives, while others need separate gear ring fittings. The form of the combined gears distributes the load better and gets rid of extra parts that make alignment harder. Because of this difference in structure, Crane Slewing Rings are better for high-torque crane uses where safe turning under load is very important.
2. How do environmental conditions influence material selection decisions?
Material requirements are set by the location in which they will be used. For example, carbon steel is fine for most indoor production facilities, but marine port sites need stainless steel because salt exposure speeds up corrosion. Instead of upgrading the materials, better closing systems and surface treatments work better in mining situations where sharp dust is present. Extreme temperatures have a bigger effect on choosing a lube than the base material itself. Synthetic greases can be used in a wider range of temperatures than lithium-based goods. By talking to makers about specific environmental problems, you can be sure that the materials and treatments you choose will work in the real world.
3. What factors determine appropriate lubrication intervals for crane applications?
The main thing that matters is the duty cycle strength. Continuous rotation operations need to be re-oiled once a month, while mobile cranes that are only used sometimes may need to be oiled every three months. The amount of load changes how quickly the oil film wears away. Heavy loads require more frequent service. When it's dusty or hot, the environment can make grease break down faster, which shortens the gaps. Manufacturers give basic advice, but practical experience and data from condition tracking should be used to figure out the best intervals. Setting up regular lubrication plans that are recorded in maintenance management systems stops people from forgetting to do them, which leads to bearings breaking down too soon.
Partner with Heng Guan for Your Crane Slewing Ring Supplier Needs
Heng Guan Bearing Technology makes precision-engineered Crane Slewing Rings with diameters from 20 mm to 10,000 mm and levels of accuracy from P0 to P4. They work with OEM makers and support teams in the mining, building, and material handling industries around the world. Our factory in Luoyang has both high-tech CNC machine centers and skilled engineering teams that can come up with custom setups to solve specific application problems. We can make standard four-point contact ball designs, heavy-duty three-row roller assemblies for mining crane slewing ring applications, or custom thin-wall configurations for installations with limited space. Our production capabilities are flexible enough to handle both one-unit replacements and large production runs. You can talk to our technical experts at mia@hgb-bearing.com about your specific needs and get application engineering help. You can also get reasonable pricing, full-quality paperwork, and reliable delivery plans that keep your projects going forward.
References
1. Budynas, Richard G., and Keith Nisbett. "Shigley's Mechanical Engineering Design." McGraw-Hill Education, 11th Edition, 2019.
2. Harris, Tedric A., and Michael N. Kotzalas. "Rolling Bearing Analysis: Essential Concepts of Bearing Technology." CRC Press, 5th Edition, 2006.
3. Deutsches Institut für Normung. "DIN 628: Rolling Bearings - Slewing Rings - Dimensions and Tolerances." Beuth Verlag, 2018.
4. American Society of Mechanical Engineers. "ASME B96.1: Specification for Powder Metallurgy Structural Parts." ASME International, 2017.
5. Wensing, Jos A. "On the Dynamics of Ball Bearings." University of Twente Dissertation, Enschede, Netherlands, 1998.
6. International Organization for Standardization. "ISO 281: Rolling Bearings - Dynamic Load Ratings and Rating Life." ISO Standards Catalogue, 2007.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us