Custom Mining Crane Slewing Rings for Extreme Load Applications
When mining operations push equipment to its absolute limits, the rotational bearing system becomes the difference between keeping the machine working and having to pay for expensive downtime. Custom Mining Crane Slewing Rings for high load uses are a special type of heavy-duty rotary bearing that are designed to handle the axial, radial, and reversing moment loads that come up during mining crane operations. A Mining Crane Slewing Ring is an important part that connects the spinning top of the crane to its fixed base. It allows the crane to rotate smoothly in all directions and hold loads of more than several hundred tons. These precision-engineered parts can handle rough dust, big changes in temperature, shock loads from sudden bucket drops, and constant operating stress that would kill most bearing assemblies in no time.

Understanding Mining Crane Slewing Rings and Their Critical Role
What Makes Slewing Rings Essential for Mining Operations
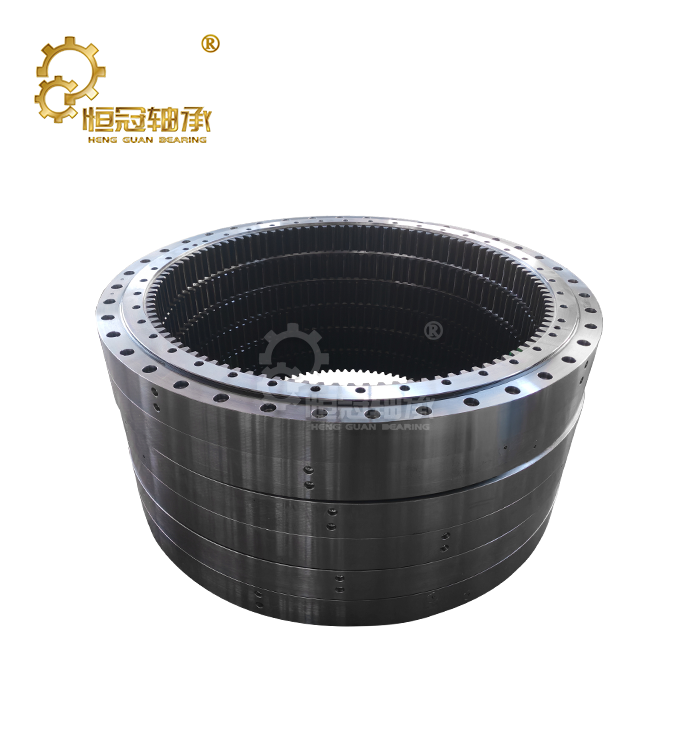
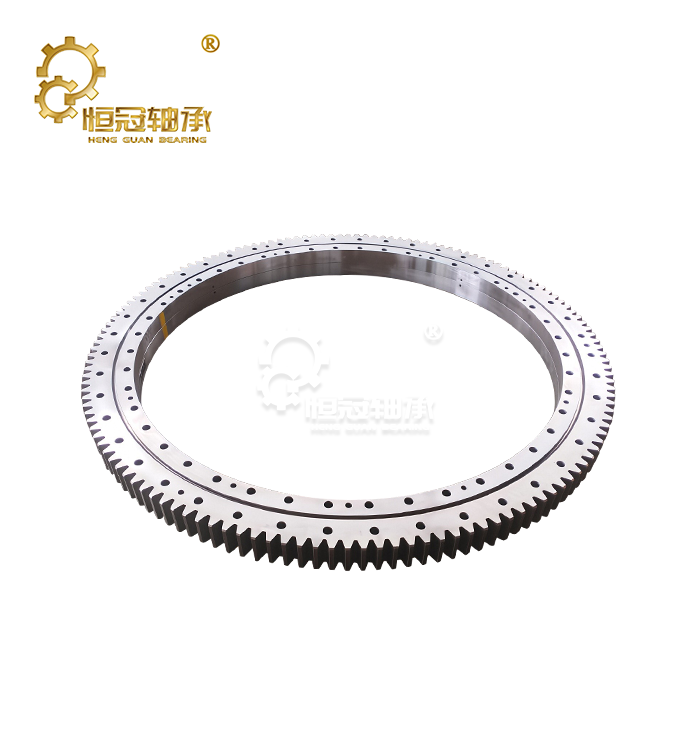
Mining Crane Slewing Ring units are the main structural part of rotating crane systems. They make it possible for big moving equipment to move easily over rough terrain. Normal bearings only deal with horizontal or thrust loads. These special parts, on the other hand, handle many different types of loads at the same time. The three-row roller design spreads out axial forces from the vertical weight, radial forces from the slewing motion, and wind pressure, and twisting moments caused by the boom extending while it is loaded. This mechanical split keeps loads from interfering and keeps the structure strong even when working conditions go beyond what is considered normal in the industry. The main difference between general slewing bearings and mining-specific Mining Crane Slewing Ring components is how well they are built and how well they work in different environments. Standard bearings may work fine in a factory setting, but mining needs parts that can handle being contaminated by coal dust, crystalline silica, and metallic particles while still being precise, even when they are vibrating all the time.
Material Engineering for Extreme Environments
The choice of material has a direct effect on how long and how reliably mining rotating bearing systems work. The raceway rings are made of high-strength alloy steels like 50Mn and 42CrMo. These steels give the structure the stiffness it needs to stay stable even under heavy loads. These materials are better at resisting wear than regular carbon steels, which means they last longer in situations where repeated loading speeds up crack growth. The heat treatment process makes the metal 55±5 HRC hard all over, which makes the surface resistant to wear and keeps its shape over long periods of time. GCr15SiMn bearing steel rolling elements go well with the raceway materials because they are very resistant to contact stress. Although it is subject to high temperatures during high-speed turning under load, this chromium-bearing steel keeps its hardness and dimensional stability. The nanoscale of the material doesn't allow for spalling or micropitting, which are two common failure modes that make bearings less effective in dirty settings.
Customization Categories and Application Matching
Because mining activities have very different load profiles, job cycles, and environmental conditions, they need custom Mining Crane Slewing Ring options instead of off-the-shelf ones. OEMs use for building new cranes need precise integration with certain bolt circle diameters, mounting setups, and gear tooth sizes. Aftermarket substitutes need to be exact copies of the current systems in terms of size, and they might also include design changes that fix known failure modes. Our research team looks at the specific needs of each application, taking into account things like high load amounts, rotational speed ranges, ease of servicing access, and planned service intervals.
Challenges in Extreme Load Applications and How Custom Slewing Rings Solve Them
Identifying Common Failure Modes in Mining Environments
When mining cranes are used, they put spinning bearing systems through failure modes that aren't common in other industrial settings. Accelerated wear from abrasive pollution is the main way things break down, as small particles get into Mining Crane Slewing Ring raceways even when safety seals are in place. This rough wear makes the surface uneven, which concentrates stress and starts fatigue cracks that spread and finally cause a catastrophic failure. Material wear from cyclical loading makes this problem worse, especially in situations where the load and unload cycle is repeated a lot, as stress reversal speeds up the growth of cracks. Degradation of the environment is more than just abrasive wear. It also includes corrosion from water contact and chemical attack from material production waste. Internal parts of sealed bearing systems are kept safe, but over time, the seals become less effective, letting water and other contaminants pass through. Extreme temperatures make these problems worse because cycles of heat expansion and contraction put stress on both bearing materials and closing systems. We have records of cases where bearings that weren't properly described failed within months of being installed because the seals broke down in places where the temperature changed more than 40°C every day.
Engineering Solutions That Extend Service Life
Custom-engineered solutions deal with these types of failures by making design changes that are built in and focus on specific practical problems. Better load distribution from improved roller profiles spreads contact stress over larger raceway surfaces, lowering the high pressures that cause fatigue cracks to form. The three-row roller setup can hold 30–40% more weight than single-row designs of the same size. This creates safety gaps that allow for occasional overloading events without causing lasting harm. Modern sealing systems have several barrier steps that clear out contaminants one by one before they reach important bearing surfaces. The upper seal lip keeps out big particles of dirt and mud, and the inner seals stop tiny particles from getting in and keep the oil in the raceway. Specialized seal materials stay flexible at high and low temperatures and don't break down when they come in contact with mineral oils and water-based cutting fluids used in mining. This all-around sealing method increases the time between services by keeping the working environment clean, which reduces harsh wear.
Performance Validation Through Field Experience
A study that compares normal Mining Crane Slewing Ring units to custom-engineered ones in open-pit mining crawler cranes shows that the custom-engineered ones work better. In this case, standard bearings usually need to be replaced every 8,000 to 10,000 hours of use because the raceways would wear out and the seals would start to leak. Custom solutions with better sealing, better materials, and better roller shape increased service life to 18,000 to 22,000 hours while lowering the number of repair visits by 60%. When you add up the costs of replacement parts, labor, machine downtime, and lost production during upkeep, this change saved a lot of money. Instrumented systems that tracked temperature showed that improved roller profiles lowered working temperatures by 15 to 20°C compared to standard designs when the same load conditions were used. This drop in temperature is due to better load distribution and less friction loss, both of which make bearings last longer. Lower working temperatures are also good for sealants and lubricants because they slow down the rate of wear and tear and increase the time between repair visits. The total cost of ownership for this bearing goes down by more than 40% over its working lifetime thanks to these changes.
How to Choose the Right Mining Crane Slewing Ring: A Decision-Making Framework
Defining Application Requirements and Operating Context
Before making a purchase choice, it's important to carefully look at what the business needs to pick the correct Mining Crane Slewing Ring, separating new equipment installs from replacement uses. When building a new crane, OEM specs give exact mounting measurements, gear specifications, and load ratings that spell out what kind of bearings are needed. For replacement uses, current installations need to be measured in the field to make sure that the new ones will fit properly in terms of size. Design changes may also be needed to fix problems that have been seen. We help buying teams write down important details like the width of the bolt circle, the number and size of mounting bolts, the shape of the gear teeth, and the flatness standards for the interface surface. It is important to know the highest radial loads, axial loads, and overturning moments that will be experienced during operation in order to choose the right bearings. Peak loads that happen during lifting activities are very different from trip loads, so both must be looked at. Dynamic load analysis takes into account the shock factors that come up when a quick load is applied or released. This makes sure that the chosen bearings have enough safety limits. Material choice and sealing system specs are affected by things like working temperature ranges, contamination levels, and how easy it is to do upkeep.
Core Evaluation Criteria for Supplier Selection
Verification of the load capacity ensures that the chosen bearings have enough safety gaps for all possible working conditions. Instead of theoretical maximum values derived from simplified models, published load ratings should be based on real-world operating factors. We do thorough load estimates that take into account dynamic factors, safety gaps, and mixed loading conditions that are right for mining. The three-row roller design offers great capacity in small spaces. The normal 1476x1476x120mm setup can handle radial loads of over 800kN and axial loads of over 600kN at the same time. Corrosion resistance is very important in mining areas where water, chemicals used to process minerals, and changes in temperature all speed up the breakdown of materials. Surface treatments like phosphating, special coats, and materials that don't rust make things last longer in harsh settings. When high-strength alloy steels are used for structural parts and improved seal materials are used, there is full protection against rust. Testing shows that these materials keep their structural integrity after being exposed to salt spray for 1000 hours. This shows that they are suitable for mining operations along the coast and places with a lot of dampness.
Practical Procurement Considerations
Pricing models are based on how much customization is needed, the material needs, and the amount of accuracy needed for each application. Standard Mining Crane Slewing Ring setups and common materials are cheaper for uses that don't require a lot of performance, but expensive materials and better design features are needed for extreme-duty uses. Costs can be accurately compared between providers when prices are clear and based on exact specifications. Our value engineering method finds ways to improve things that don't hurt performance but instead lower costs. For example, we might loosen tolerance standards that aren't needed or set the right hardness levels instead of too high ones.
Maintenance and Troubleshooting for Mining Crane Slewing Rings
Essential Maintenance Protocols for Extended Service Life
Protocols for regular inspections find signs of wear on the Mining Crane Slewing Ring before they become problems that need a lot of downtime. A visual inspection shows that the bearing isn't protected because of damage to the seals, oil leaks, and surface rust. Verifying the tightness of mounting bolts stops them from coming free, which would let the bearing and mounting surfaces move, which leads to fretting rust and faster wear. By looking at the raceway through inspection holes, you can see its surface state and find pitting, spalling, or strange wear patterns that could mean it wasn't loaded properly or that contaminants got in.
Systematic Troubleshooting Approaches
When the crane frame and bearing mounting surfaces are not lined up correctly, the load is distributed unevenly, which speeds up wear and makes strange noises. These problems can be avoided by carefully checking the alignment during installation. However, base settlement or structure deformation can cause alignment problems during use. By precisely measuring the flatness and perpendicularity of the fixing surface, alignment problems that need to be fixed can be found. Shimming or milling the mounted surfaces brings them back into line and gets rid of stress points that shorten the life of the bearing.
Repair Versus Replacement Decision Framework
Cost-benefit analysis, which compares the costs of repair to the costs of renewal, helps people make maintenance choices that are good for the economy. If there is only damage to the raceways on the surface, it may be worth it to use precise grinding to fix the finish and stretch the life of the part at a cost of 30 to 40 percent of the replacement cost. When damage is extensive and affects many parts, it is usually cheaper to replace than to fix everything. This study looks at both direct and indirect costs, like parts and labor. Indirect costs include machine downtime and lost production during repair.

Future Trends and Innovations in Mining Crane Slewing Rings
Advanced Materials and Surface Engineering
New material technologies offer better performance qualities that will make the Mining Crane Slewing Ring last longer between repairs and be more reliable. Nanocoatings put on raceway surfaces lower friction coefficients and increase wear resistance. This lets the surfaces work in boundary lubrication conditions that would damage surfaces that haven't been treated. These molecular-scale coats keep working even when surface contact pressures are higher than 3000 MPa. They protect against short-term breakdowns of the grease film. Laboratory tests show that this method reduces friction by 40–50% compared to traditional heat-treated surfaces. This means that the surfaces can be used at lower temperatures and with less energy.
Smart Monitoring and Predictive Maintenance Integration
Internet of Things-enabled condition tracking tools let you see how bearings are working in real time, so you can do preventative maintenance before they break. Embedded sensors constantly check the parameters of temperature, vibration, and spin, comparing the real values to baselines that show healthy operation. Machine learning algorithms can find small changes in how something works that happen before it breaks. This lets you know when it needs care weeks or months before a part's wear and tear gets too bad. This ability to predict changes in maintenance, from responding to failures after they happen to planning work based on current conditions.
Sustainability and Circular Economy Principles
As mining companies commit to sustainability goals, environmental responsibility plays a bigger role in how they buy things. Bearing designs that focus on long service life and repairability use less material and produce less trash over the course of a product's existence. Designing things so they can be taken apart makes it easier to get parts back when they're no longer useful. This makes recycling possible, which saves resources and lessens the damage to the environment. Our production processes use energy-efficient tools and methods that cut down on waste, which leaves less of an impact on the earth.
Conclusion
Choosing the right custom Mining Crane Slewing Ring units, using them correctly, and keeping them in good shape all have a direct effect on how well the crane works and how much it costs to run. Understanding the complicated load conditions, material needs, and design factors helps make smart purchasing choices that are in line with practical goals. The three-row roller design with a hardness of 55±5 HRC and a high-strength metal build gives great performance in harsh mining environments, and the improved sealing and lubrication systems make service times longer. Partnering with expert makers that offer full engineering support, high-quality manufacturing, and quick technical help makes sure that you can get the best options for your needs. Smart tracking tools and new materials will make things even more reliable and long-lasting as technology improves. This will put forward-thinking businesses in a better position to stay ahead of the competition.
|
|


FAQ
What distinguishes mining crane slewing rings from standard industrial bearings?
The Mining Crane Slewing Ring units on mining cranes are specially designed to handle axial, radial, and moment loads all at the same time in dirty and very hot settings. The three-row roller design handles different load directions separately, making it 30–40% more capable than similar single-row designs. Better sealing systems with multiple barrier steps stop grit dust from getting in, and materials that are 55±5 HRC hard can handle impact loads and work reliably from -45°C to high temperatures. Standard industrial bearings don't have these special features, so they can't be used in mines, where part failure can lead to big losses in production.
How frequently should mining crane slewing rings be inspected?
How often something needs to be inspected depends on how busy it is, the environment, and the job schedule. Visual inspections once a month are helpful for high-use situations because they check the state of the seals, the presence of oil, and the torque of the mounting bolts. Every three months, there should be a full check that includes looking at the raceway through inspection holes, measuring vibrations, and keeping an eye on the temperature. Every year, full inspections are done to make sure the measurements are correct, find damage below the surface using acoustic inspection, and look for wear particles in purged oil. Automatic tracking systems let you keep an eye on things all the time and send you alerts when parameters go outside of normal ranges. This proactive method finds problems as they start to form before they become failures that require extended downtime.
Can custom slewing rings improve performance in existing crane installations?
Of course. Replacement slewing rings have better designs that fix problems that were seen with the original equipment. Better sealing systems, improved roller geometry, and higher-quality materials make these parts last 100 to 150 percent longer than normal ones, and they also need less upkeep. Field data shows that unique solutions lower working temperatures by 15 to 20°C by making load distribution better, which is good for all crane systems. Dimensional compatibility makes sure that a replacement can be dropped in without having to change the structure. Performance improvements give a quick return on investment by cutting down on downtime and extending service intervals. Our engineering team looks at systems that are already in place and suggests improvements that will make them work better while still staying within their current size limits.
Partner with Heng Guan for Superior Mining Crane Slewing Ring Solutions
Luoyang Heng Guan Bearing Technology is ready to meet your most difficult spinning bearing needs with Mining Crane Slewing Ring options that are specifically designed for heavy loads. We can make products with diameters ranging from 50 to 10000 mm, precision grades from P0 to P4, and a lot of experience with a wide range of materials. This lets us come up with the best solutions for your unique working needs. Our engineering team works with customers from the time they decide on specifications to the time they receive their products and provides ongoing technical support. We are located in China's famous bearing production center. You can email our technical experts at mia@hgb-bearing.com to talk about your application needs, look through our wide range of products as a top Mining Crane Slewing Ring maker, or ask for specific quotes. We give your businesses the high-performance, low-cost options they need, backed by strict quality control and quick customer service.
References
1. Bearing Engineering Handbook (2019). "Heavy-Duty Slewing Ring Design and Application Guidelines for Mining Equipment," Industrial Press, Fourth Edition.
2. Mining Equipment Reliability Institute (2021). "Failure Mode Analysis of Rotational Bearing Systems in Open-Pit Mining Operations," Technical Report Series, Volume 47.
3. International Standards Organization (2020). "ISO 12043: Rolling Bearings - Single Row and Double Row Tapered Roller Bearings - Tolerances and Technical Specifications for Extreme Load Applications."
4. Journal of Tribology and Bearing Technology (2022). "Advanced Materials and Surface Treatments for Slewing Rings in Contaminated Environments," Vol. 134, Issue 3, pp. 215-234.
5. Society of Mining Engineers (2021). "Best Practices for Maintenance and Condition Monitoring of Large-Diameter Slewing Bearings in Mining Cranes," Technical Publication MP-487.
6. Crane Manufacturers Association of America (2020). "Engineering Standards for Slewing Ring Selection and Installation in Mobile and Fixed Mining Cranes," CMAA Specification No. 74, Revised Edition.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us