Crane Slewing Bearings: Key Features, Benefits and Uses
Crane Slewing Bearings are the crucial rotating interface that decides how well your lifting equipment works and how often it needs to be fixed, which can be very expensive. A Crane Slewing Ring is the designed link between the parts of the crane that stay still and the parts that move. It supports loads in multiple directions and allows the crane to rotate smoothly in all 360 degrees. These parts deal with axial forces from loads being lifted, radial stresses from wind resistance, and twisting moments from boom extensions, all at the same time. Understanding how rotary bearings work with your machinery has a direct effect on how often it needs repair, how safe it is to use, and the return on your investment in areas like mining, building, and ports.

Understanding Crane Slewing Rings and Bearings
The terms used for rotary crane parts often make it hard for buying teams to figure out which providers are the best. Even though the names seem to mean the same thing, there are small differences that help you choose the right one for each situation.
What Defines a Slewing Ring Assembly
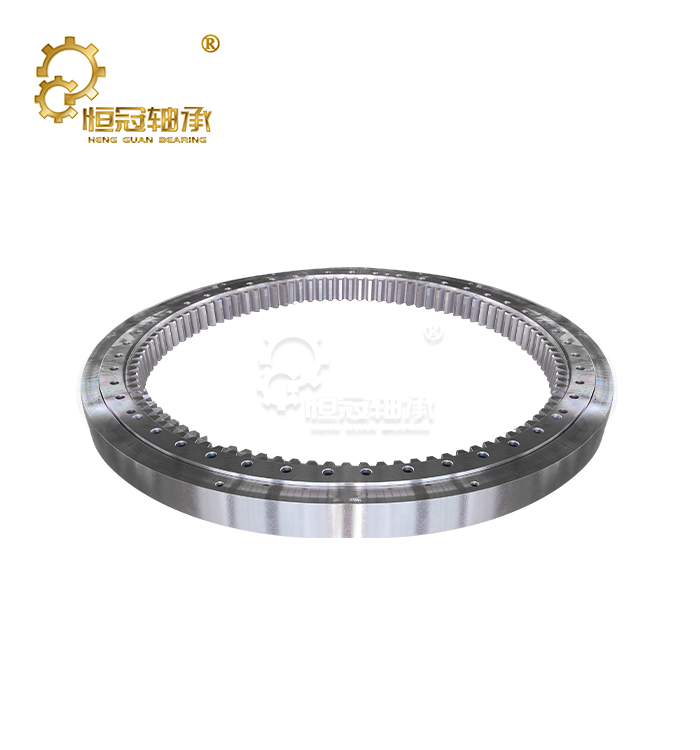
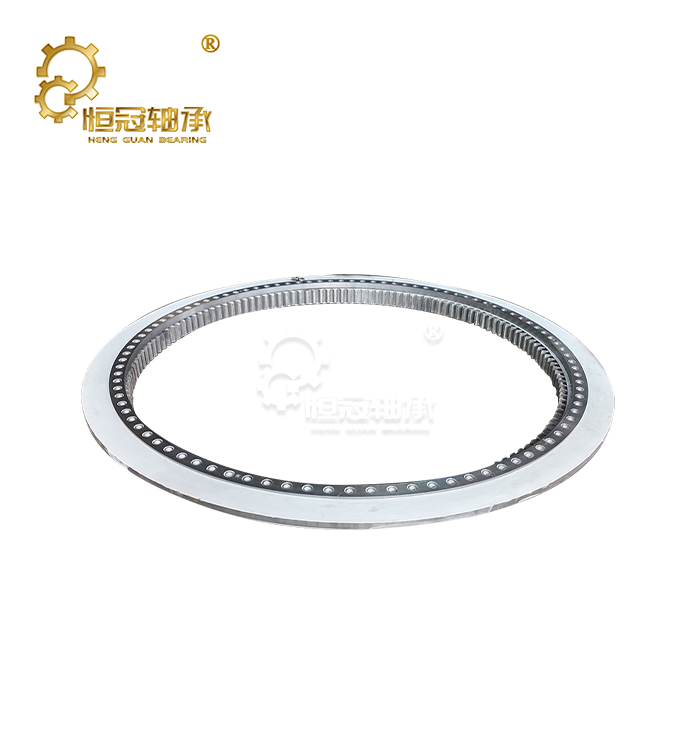
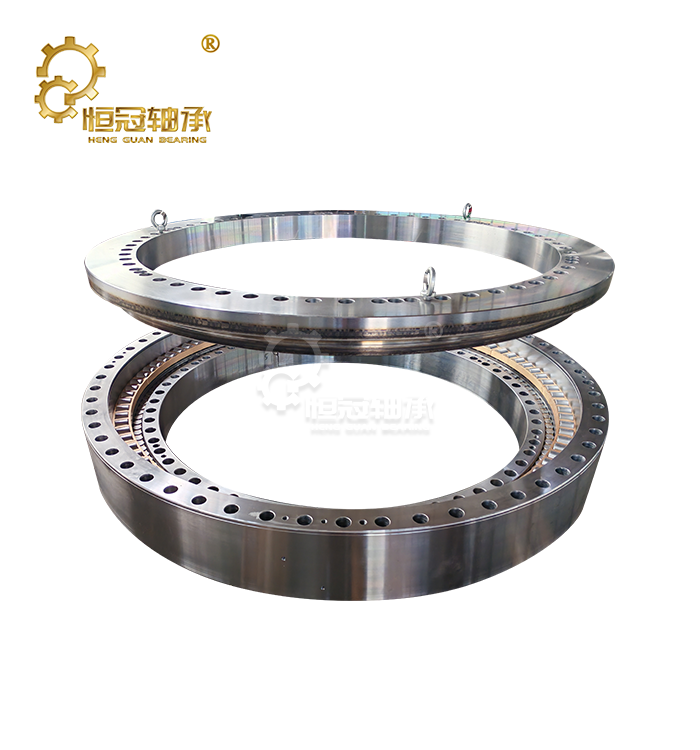
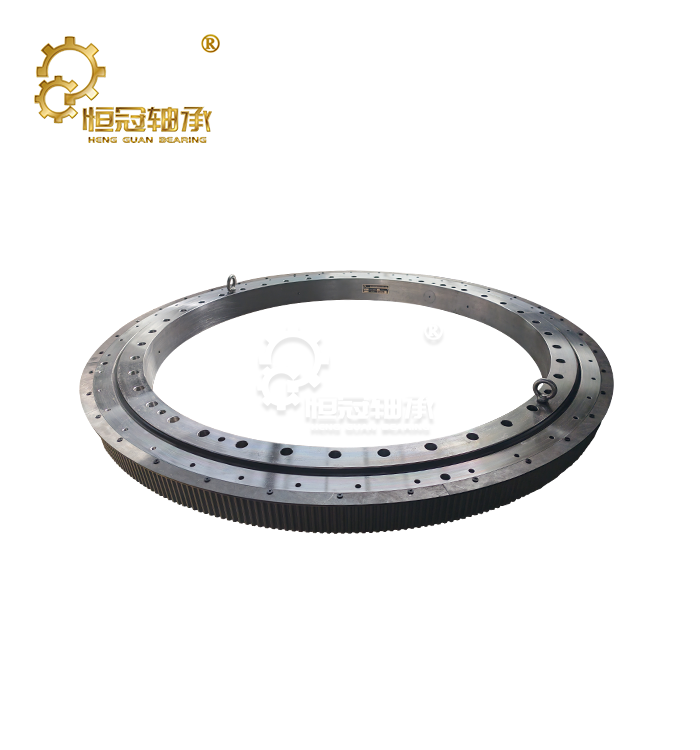
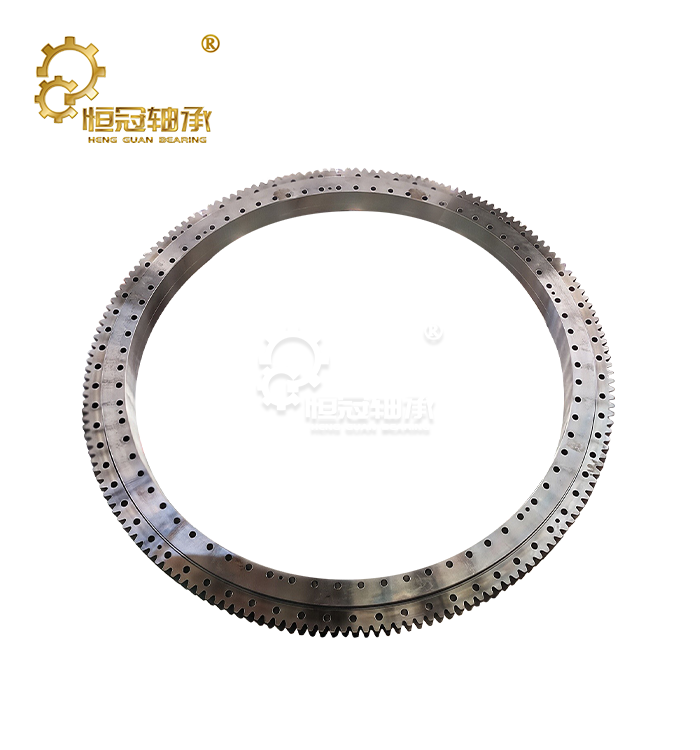
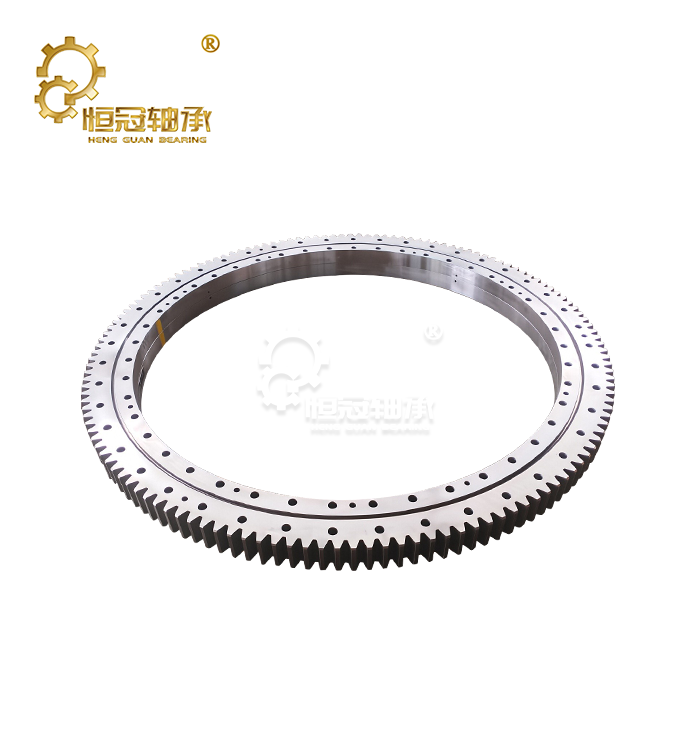
The inner race, the outer race, the rolling elements, and often built-in gear teeth on either the inside or outside edge make up a full Slewing Ring. The part works as a separate spinning joint that is attached to both the moving upper part and the fixed lower part with fixing bolts. When gear teeth are made straight into the raceway, there is no need for separate gearing. This cuts down on the number of parts and possible failure spots. When the mounting room allows for bigger diameters, external gears work best. On the other hand, internal gears work best for small setups that are common in mobile cranes.
Core Components and Material Selection
The load path is made up of the inner and outer rings, which are made from cast steel alloys that are quenched and tempered to make the surface hardness above 55 HRC. The loads are spread out across the raceways by rolling elements, which can be balls or cylinder-shaped rollers. When smooth spinning under mild loads is needed, ball designs work best. Roller designs, on the other hand, can handle higher axial and radial forces. The type of material directly affects how well it works in acidic environments. For example, standard carbon steel works well in dry conditions, while stainless steel can handle water in sea or chemical processing settings. The shape of the seal keeps abrasive particles that speed up wear from getting in. This is important in mining and building sites.
How Load Paths Influence Design Choices
The design of the bearings is based on three main load directions. When lifting things up and down, axial loads work in a straight line along the rotating axis. When slewing or exposed to wind, radial loads move in a straight line. When the boom is extended, it puts pressure on the bearing plane, which causes tilting moments. In lighter-duty situations, single-row four-point contact systems handle mixed loads. Three-row roller systems split load lines, with rows set aside for axial and radial forces. These are good for heavy-duty excavators and ship-to-shore cranes that move containers that weigh more than 60 tons.
Key Features and Benefits of Crane Slewing Bearings
When engineering teams look at China crane slewing ring rotary bearing options, they focus on features that give them real operational benefits. Knowing about these features helps match the requirements for parts with the performance goals for the tools.
Load Capacity and Structural Integrity
Modern Slewing Bearings can handle standing loads of more than 5000 kN thanks to their improved contact shape and heat-treated raceways. The capacity is directly related to the number of rolling elements and the contact angle. Stricter angles increase the ability to handle axial loads but decrease the ability to handle radial loads. When dynamic loads are applied, cage designs keep the exact space between elements, which stops them from skewing. When comparing suppliers, make sure that the stated load rates are based on the same math standards. Values that are calculated using ISO or ABMA methods are different, which can affect safety margins. A properly designed Crane Slewing Ring works at less than 80% of its maximum capacity. This makes it last longer when loads sway or the crane stops suddenly.
Precision Engineering for Smooth Operation
Tolerances for grinding the raceways of less than 0.01 mm make sure that the load is spread evenly across all the rolling elements. This accuracy gets rid of the high spots that cause localized stress concentrations, which cause things to break too soon. Machined gear tooth shapes to AGMA Class 7 or higher reduce backlash, which is important for precise placement when moving containers or tower cranes. Rotational torque resistance stays the same over the life of the bearing as long as it is maintained and oiled at the right times. Facilities say that switching from old bearings to precision-ground replacements cuts energy use by 30%.
Maintenance Accessibility and Service Life Extension
Bearing designs with lubrication holes every 90 degrees allow for an even spread of grease without having to take the bearings apart. It's easier for maintenance teams to check for preload and raceway spalling when mounting bolt designs are easy to get to. Replacements for modular seals can be made without taking the bearings off, which cuts down on repair windows from days to hours. Here are the main benefits of slewing systems that are well-designed:
- Extended Relubrication Intervals: New seal designs keep out dirt and dust, so they can go 500 hours between services instead of 250 hours for regular designs. This saves money on work at remote mine sites.
- Simplified Installation Procedures: Pre-assembled units with built-in pinions get rid of the need for field drilling, which cuts starting time by 40% and lowers the risk of alignment mistakes that cause wear to happen too soon.
- Predictable Performance Degradation: Gradual rises in spinning resistance show that the oil is breaking down early, so replacements can be planned ahead of time instead of having to be done quickly during busy production times.
These benefits directly help heavy equipment workers who are in charge of fleets that are spread out across multiple locations. When procurement teams look at the total cost of ownership, they find that premium bearings with longer service intervals pay for themselves in 18 months because they require less repair work and have less unexpected downtime.

Choosing the Right Crane Slewing Ring for Your Business
When choosing rotary bearings, you have to weigh the technical needs against the supply dates and price limits. A methodical review process stops expensive mismatches between the powers of a component and the needs of an application.
Load Analysis and Safety Factor Determination
First, figure out the real working loads by adding up the crane's stated capacity, the weight of the boom, and any dynamic factors that come from acceleration. For uses in rough terrain, add 20% for impact loads. For harbor cranes that China crane slewing ring works in controlled settings, add 15%. To find the utilization rate, divide the total load by the bearing's static capacity. For continuous-duty uses, aim for 70–75% utilization, and for shock loads, aim for 60% utilization. These estimates are affected by environmental factors; for example, corrosive atmospheres or temperature peaks above 80°C need to be recalculated to account for changes in the material's properties.
Gear Configuration and Mounting Considerations
External gear Slewing Rings make it easier to change the pinion and work well in situations where the bearing width is not limited by other structures. Internal gears cut the width of the whole unit by 15 to 20 percent, which is useful for cab-mounted tower cranes and truck-mounted platforms. Make sure the gear module fits with the current drive systems. Mismatches make noise and wear parts out faster. To keep the mounting lip from deforming under preload, its width must be more than 0.5 times the diameter of the bolt. The bolt circle width should be big enough for a socket wrench to fit through so that the torque can be checked during startup and regular checks.
Comparing Manufacturers and Customization Options
Bearing makers around the world offer standard lists that cover 80% of the most popular crane uses. SKF and Timken offer a lot of expert help and have well-established distribution networks that make sure stock sizes are delivered within two to three weeks. Kaydon focuses on making thin-section designs for aircraft ground support equipment that needs to be light. Schaeffler has sensors built in that can check the state of things as part of predictive repair systems. Chinese companies, like those in Luoyang, have a competitive edge because they can make changes easily and quickly for non-standard designs. Heng Guan makes Slewing Rings with diameters ranging from 20 mm to 10,000 mm and levels of precision from P0 normal to P4 ultra-precision. These rings can be used in a wide range of applications, from medical imaging gantries to wind turbine turning systems. When looking at custom options, make sure you get thorough documents on the manufacturing process. Forging methods make parts with better grain structure than casting, which is important for high-cycle uses. Induction hardening makes the material less likely to wear down while keeping the core flexible so it can handle pressure loads. Ask for material certificates that confirm the alloy makeup and heat treatment settings. Differences in these areas can affect fatigue life by two or more times.
Maintenance, Common Problems, and Troubleshooting
Slewing Bearings are meant to last for 20,000 hours, but if they fail before that, preventative maintenance plans directly affect this. By spotting the signs of early failure, you can fix the problem before it causes major damage.
Installation Best Practices
For bearings to last a long time, they need to be mounted correctly. Get rid of paint, rust, and other things that make the load distribution uneven by cleaning all the fixing surfaces. To avoid galling when removing the bolts in the future, apply anti-seize powder to the threads of the bolts, not the resting surfaces. To tighten the mounting nuts, use a measured torque wrench and work your way up in three stages: 30% of the final torque, 60% of the final torque, and 100% of the final torque. Check the bolt setup after the first use; setting can cause 10-15% torque loss, which means the bolt needs to be tightened again. Use dial markers to check the raceway's runout. Deviations greater than 0.5 mm mean the bearing plane is warped and needs to be fixed with shims before operation.
Lubrication Requirements and Schedules
The type of grease has a bigger effect on how well a bearing works than how often it needs to be oiled. Lithium complex greases with molybdenum disulfide added to them work well in normal situations at temperatures ranging from -20°C to 80°C. For use near engines or in desert conditions, polyurea-based formulas raise the temperature range to 120°C. Grease the raceways until the seals are completely purged, which usually takes 500 to 800 grams for bearings with a 1-meter diameter. When working in dirty places, normal 500-hour breaks need to be cut in half. When you rub dirty grease between your fingers, it feels rough. Flushing it out right away stops harsh wear. Automatic lubrication systems give the right amount of oil at the right time, without any mistakes made by humans.
Diagnosing Common Failure Modes
An early sign of failure is noise that isn't normal. A cracked raceway is indicated by a clicking sound that happens in time with the rotation—one broken rolling element hits the crack once per turn. Grinding sounds are a sign of advanced wear from not enough grease or dirt. When checking without load, a rise in rotational resistance shows that the oil has broken down or the seal has dragged. Misalignment can be seen in the way the gear teeth wear down; contact that is focused on the tooth sides instead of the middle of the tooth shows that the mounting planes are not parallel. If you take care of these signs right away, you can stop secondary Crane Slewing Ring damage that happens when metal particles move through the bearing and destroy otherwise healthy surfaces.
|
|


Future Trends and Performance Optimization in Crane Slewing Bearings
New developments in rotary bearing technology aim to increase service times, lower weight, and allow for forecast maintenance by incorporating sensors. Early users will have an edge in the market because of these improvements.
Advanced Materials and Coatings
Carburized case hardening raises the surface hardness to 60 HRC while keeping the core tough at 30 HRC. This makes the wear resistance 40% better than with through-hardened parts. Titanium nitride layers are put on by physical vapor deposition. These layers lower the friction coefficients from 0.15 to 0.08, which means less drive power is needed. Polymer composite cages are used instead of steel ones, which makes them 25% lighter and stops corrosion in sea settings. These improvements in materials let designers lower the safety factors, making lighter parts that make the crane move better and use less fuel.
Integrated Monitoring Systems
Wireless sound monitors attached to the housings of bearings pick up changes in resonance frequency that show how wear is progressing. Temperature probes find lubrication breakdown before loss of flow leads to metal-on-metal contact. Load cells built into fixing bolts watch for preload release and send out alerts when retorqueing is needed. Cloud-connected systems collect data from multiple groups of equipment and use machine learning algorithms to accurately guess how much longer the equipment will be useful. Maintenance teams switch from servicing based on a schedule to intervening based on conditions. This cuts down on needless disassembling and stops problems that were not expected.
Sustainability and Circular Economy Practices
Remanufacturing programs take used Slewing Rings and replace the raceways and moving elements while keeping the gear teeth and structural parts that still work. Compared to new units, this process cuts the amount of raw materials needed by 60% and the cost by 30–40%. Closed-loop material flows are made when manufacturers set up take-back programs that give credit toward new items. Bio-based lubricants made from vegetable oils work just as well as petroleum-based goods but break down more quickly in places that care about the environment. Companies in the European and North American markets that have to follow rules about sustainability and sustainability will like these practices.
Conclusion
In heavy industrial settings, Crane Slewing Ring bearings are the most important mechanical link that determines how reliable equipment is, how efficiently it works, and how much it costs to maintain. To choose parts that meet the needs for precision, load, and environmental conditions, you need to know how bearing design, material qualities, and fitting methods work together. In competitive markets, proactive care that extends the life of a product and new technologies that allow predictive interventions are strategic benefits. When procurement teams work with makers that offer customization options, expert support, and quality systems that have been proven, their companies can reduce downtime and get the best total cost of ownership over the lifecycle of the equipment.

FAQ
1. How often should we inspect slewing bearings in active cranes?
Every time a shift changes in continuous-duty situations, the mounting bolts and grease should be visually checked to make sure they are tight. At 500-hour service intervals or every three months, whichever comes first, full checks are done to measure rotational force, gear backlash, and track state. Ultrasonic tests done once a month can find underground fatigue cracks in heavy-use equipment in ports or mines before they show up on the surface as spalling.
2. What distinguishes external from internal gear configurations?
External gears put teeth on the outside of the bearing. This lets bigger pinions spread wear over more tooth surfaces and make replacement easier without taking the bearing out of the machine. When teeth are placed on the inner diameter by internal gears, the total assembly diameter is cut by 15-20%, which is useful when room is limited. While internal designs keep gears clean from outside contaminants, they make it harder to get to the axle for repair.
3. Can manufacturers produce custom slewing rings for unique specifications?
Bearing manufacturers with a good reputation have engineering teams that can make non-standard combinations that meet specific standards for size, weight, or accuracy. Customization includes things like special fastening designs, built-in sensor features, or material requirements for high or low temperatures. Lead times are 8–12 weeks longer than for normal catalog items, so you need to get involved early in the planning steps of the tools to keep the project on track.
Partner with a Trusted Crane Slewing Ring Manufacturer
Engineered rotary bearing solutions from Heng Guan Bearing Technology are made to meet the specific needs of heavy industry uses. Our factory in Luoyang makes precision Slewing Rings with sizes from 20 mm to 10,000 mm and levels of accuracy from P0 to P4. These rings are used in everything from small medical devices to huge mining machines. We use modern heat treatment methods and multi-axis CNC machining to get the tight limits needed for smooth operation when loads are added together. Our engineering team works with OEM partners and end users to create special configurations that meet the specific needs of placement or environmental issues.
Get in touch with us at mia@hgb-bearing.com to talk about your Crane Slewing Ring needs. We give you detailed quotes that include technical details, shipping times, and a breakdown of the total cost, which helps you make smart buying choices. Find out how working with an expert Slewing Bearing seller can make your tools more reliable and help you be more efficient in all of your lifting tasks.
References
1. American Bearing Manufacturers Association (ABMA). Standard 23: Radial Bearings of Ball, Cylindrical Roller and Spherical Roller Types – Metric Design. ABMA Standards Publications, 2019.
2. Udynas, Richard G., and J. Keith Nisbett. Shigley's Mechanical Engineering Design, 11th Edition. McGraw-Hill Education, 2020.
3. Harris, Tedric A., and Michael N. Kotzalas. Rolling Bearing Analysis: Essential Concepts of Bearing Technology, 5th Edition. CRC Press, 2006.
4. ISO 76:2006. Rolling bearings — Static load ratings. International Organization for Standardization, 2006.
5. Uvinall, Robert C., and Kurt M. Marshek. Fundamentals of Machine Component Design, 6th Edition. John Wiley & Sons, 2017.
6. Krantz, Timothy L. Gear Mesh Stiffness: Effect of Tooth Contact. NASA Technical Reports Server, Glenn Research Center, 2013.

WHAT OUR CUSTOMERS SAY
Here is the customer's evaluation of us